HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 130
117
TNC 426 firmy HEIDENHAIN
7.2 Funkcje dodatkowe dla kontroli
nad przebiegiem programu,
wrzeciona i chłodziwa
7.3 Funkcje dodatkowe dla danych o
współrz dnych
Programowanie współrz dnych odnośnie
maszyny M91/M92
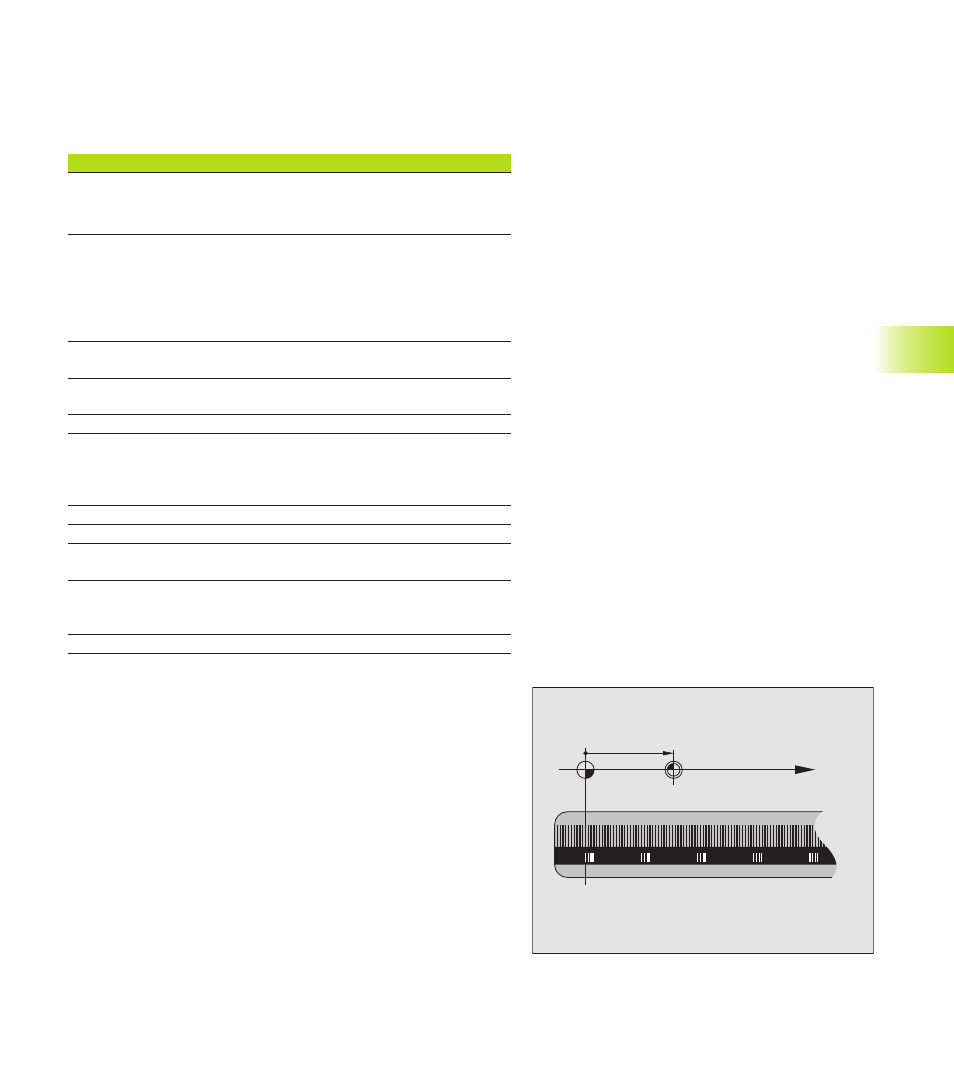
Punkt zerowy podziałki
Na podziałce określa marka wzorcowa położenie punktu zerowego
podziałki.
Punkt zerowy maszyny
Punkt zerowy jest potrzebny, aby
■
wyznaczyć ograniczenie obszaru przemieszczania si narz dzia
(wył cznik krańcowy programu)
■
najechać stałe pozycje maszyny (np. pozycj zmiany narz dzia)
■
wyznaczyć punkt odniesienia obrabianego przedmiotu
X (Z,Y)
X
MP
7.2 Funkcje dodatkowe dla kontr
oli nad przebiegiem pr
ogramu, wrzeciona i chłodziwa
M
Działanie
M00 Przebieg programu STOP
wrzeciono STOP
chłodziwo OFF
M02 Przebieg programu STOP
wrzeciono STOP
chłodziwo wył czyć
skok powrotny do zapisu 1
skasować wyświetlacz stanu (zależy od
parametru maszyny 7300)
M03 Wrzeciono ON zgodnie z ruchem
wskazówek zegara
M04 Wrzeciono ON w kierunku przeciwnym do
ruchu wskazówek zegara
M05 Wrzeciono STOP
M06 Zmiana narz dzia
wrzeciono STOP
przebieg programu STOP (zależy od
parametru maszyny 7440)
M08 Chłodziwo ON
M09 Chłodziwo OFF
M13 Wrzeciono ON zgodnie z ruchem
wskazówek zegara chłodziwo ON
M14 Wrzeciono ON w kierunku przeciwnym do
ruchu wskazówek zegara
chłodziwo wł czyć
M30 jak M02
działanie na
Koniec zapisu
Koniec zapisu
Pocz tek zapisu
Pocz tek zapisu
Koniec zapisu
Koniec zapisu
Pocz tek zapisu
Koniec zapisu
Pocz tek zapisu
Pocz tek zapisu
Koniec zapisu