5 slcykle, Przykład: ci g konturu – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 194
181
TNC 426 firmy HEIDENHAIN
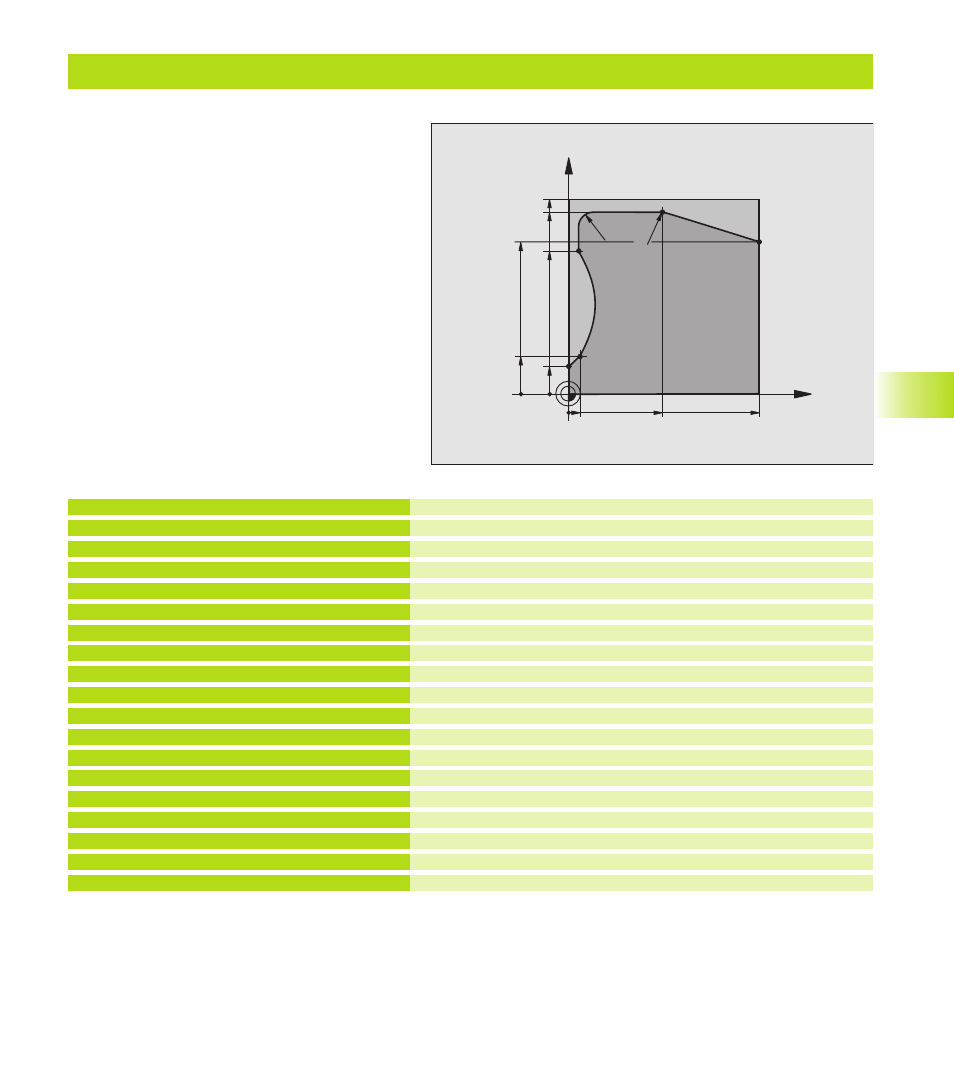
Przykład: ci g konturu
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić swobodnie narz dzie
Ustalić podprogram konturu
Ustalić parametry obróbki
Wywołanie cyklu
Przemieścić swobodnie narz dzie, koniec programu
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S2000
5 L Z+250 R0 F MAX
6 CYKL DEF 14.0 KONTUR
7 CYKL DEF 14.1 PODPR. KONTURU 1
8 CYKL DEF 25.0 CI G KONTURU
Q1= 20 ;GŁ BOKOŚĆ FREZOWANIA
Q3=+0 ;NADDATEK NA BOKU
Q5=+0 ;WSPÓŁRZ. POWIERZCHNI
Q7=+250 ;BEZPIECZNA WYSOKOŚĆ
Q10=5 ;GŁ BOKOŚĆ DOSUWU
Q11=100 ;POSUW DOSUWU NA GŁ B.
Q12=200 ;POSUW FREZOWANIA
Q15=+1 ;RODZAJ FREZOWANIA
9 CYKL CALL M3
10 L Z+250 R0 F MAX M2
8.5 SLcykle
X
Y
5
20
100
100
80
50
95
75
15
R7,5
R7,5