2 cykle wier cenia – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 153
8 Programowanie: Cykle
140
GWINTOWANIE bez uchwytu wyrównawczego GS
(cykl 17)
Maszyna i TNC musz być przygotowane przez
producenta maszyny do gwintowania bez uchwytu
wyrównawczego.
TNC nacina gwint albo jednym albo kilkoma chodami roboczymi
bez uchwytu wyrównawczego.
Zalety w porównaniu do cyklu ”Gwintowanie z uchwytem
wyrównawczym”:
■
Wi ksza pr dkość obróbki
■
Powtarzalny ten sam rysunek gwintu, ponieważ wrzeciono
ustawia si na pozycj 0° przy wywołaniu cyklu (zależne od
parametru maszynowego 7160)
■
Wi kszy zakres przemieszczania si osi wrzeciona, ponieważ nie
ma uchwytu wyrównawczego
Prosz uwzgl dnić przed rozpocz ciem programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) na płaszczyźnie obróbki z KOREKCJ
PROMIENIA R0
Zaprogramować blok pozycjonowania w punkcie startu
w osi wrzeciona (BEZPIECZNA WYSOKOŚĆ nad
powierzchni przedmiotu)
Znak liczby parametru GŁ BOKOŚĆ WIERCENIA
określa kierunek pracy (obróbki).
TNC oblicza posuw w zależności od pr dkości
obrotowej. Jeśli w czasie gwintowania zostanie
obrócona gałka obrotowa dla Override pr dkości
obrotowej, TNC dopasowuje posuw automatycznie
Gałka obrotowa dla Override posuwu nie jest aktywna.
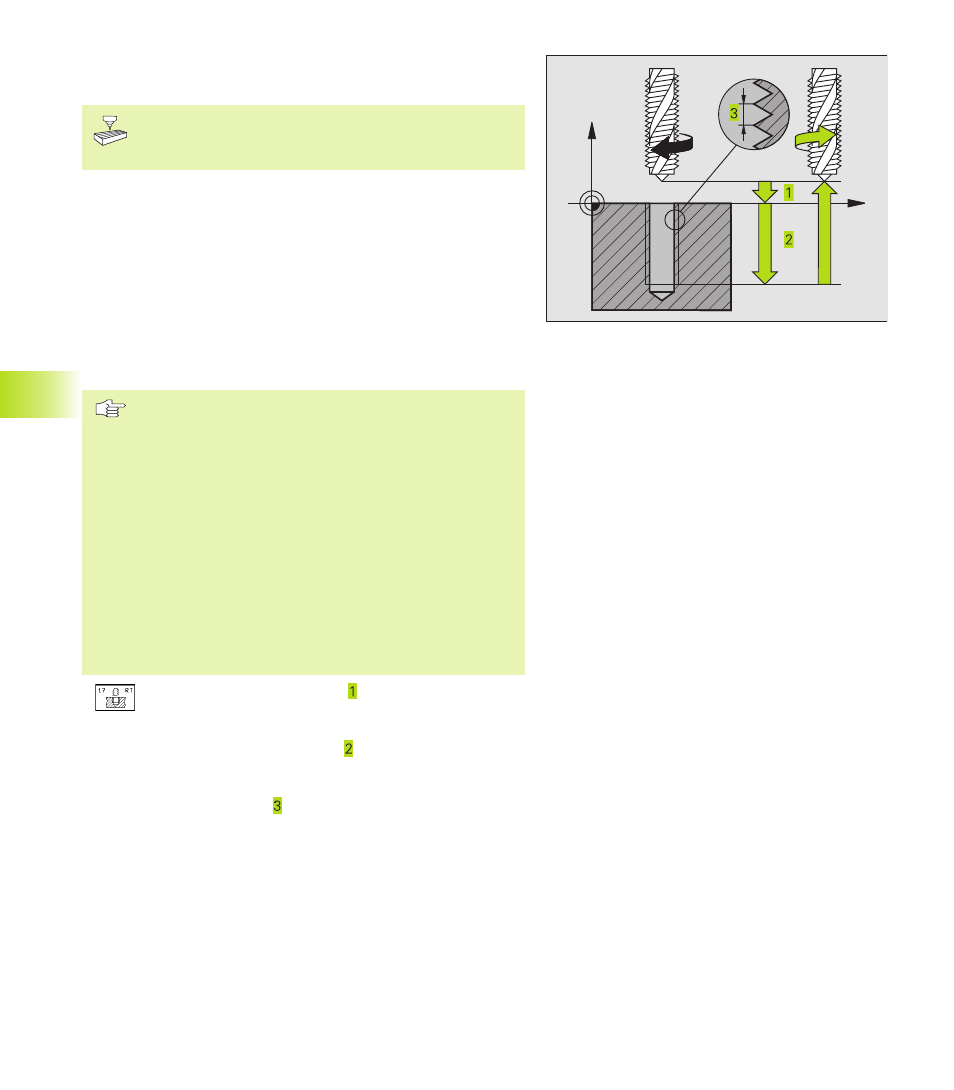
ú
BEZPIECZNA WYSOKOŚĆ
(przyrostowo): odst p
pomi dzy ostrzem narz dzia (pozycja startu) i
powierzchni obrabianego przedmiotu
ú
GŁ BOKOŚĆ WIERCENIA
(przyrostowo): odst p
pomi dzy powierzchni obrabianego przedmiotu
(pocz tek gwintu) i końcem gwintu
ú
SKOK GWINTU :
Skok gwintu. Znak liczby określa gwint prawo i
lewoskr tny:
+ = gwint prawoskr tny
– = gwint lewoskr tny
Wysun ć narz dzie z materiału przy przerwaniu programu
Jeśli w czasie gwintowania zostanie naciśni ty przycisk Stop, TNC
pokazuje Softkey PRACA R CZNA. Jeśli zostaje naciśni ta PRACA
R CZNA, można wysun ć narz dzie z materiału. Prosz w tym
celu nacisn ć przycisk dodatniego ustawienia aktywnej osi
wrzeciona.
8.2 Cykle wier
cenia
X
Z