HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 158
145
TNC 426 firmy HEIDENHAIN
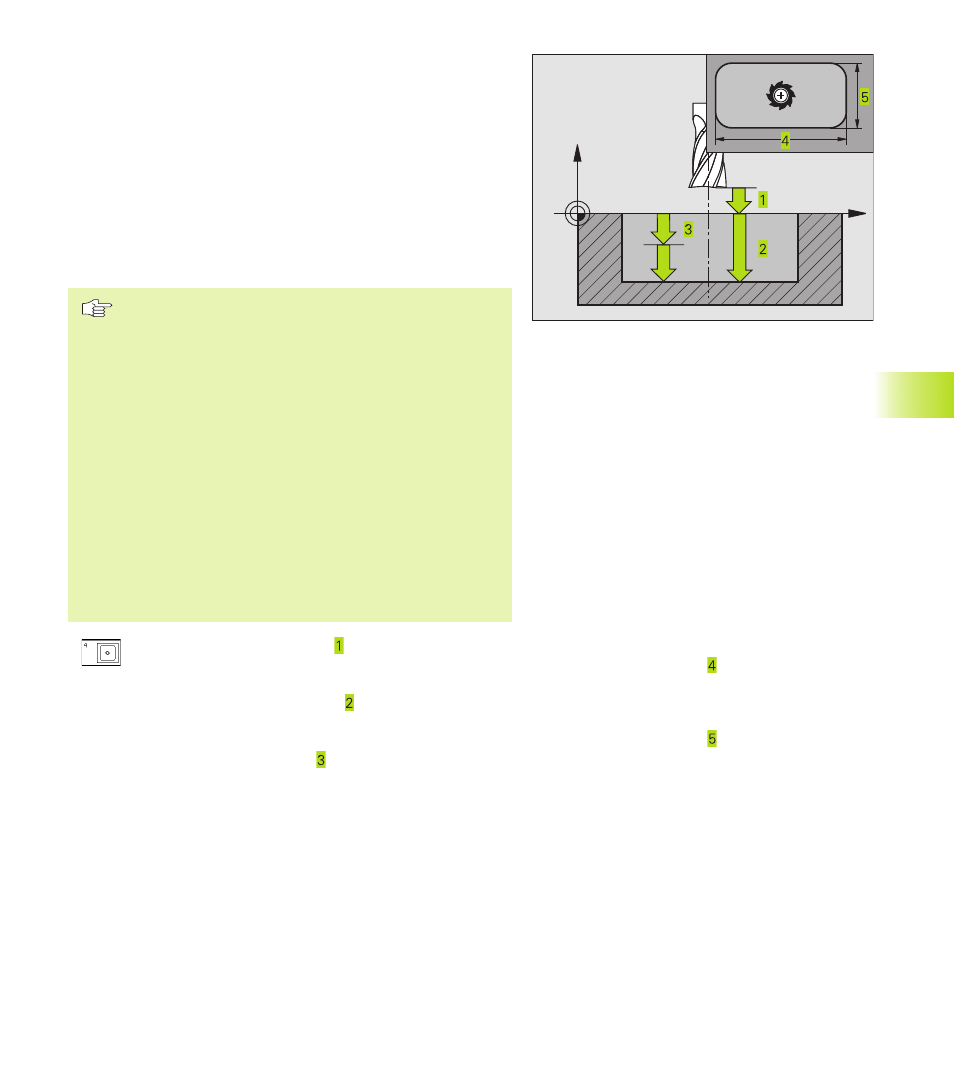
FREZOWANIE WYBRANIA (cykl 4)
1 Narz dzie wcina si na pozycji startu (środek wybrania) w
obrabiany przedmiot i przemieszcza na pierwsz GŁ BOKOŚĆ
DOSUWU
2 Nast pnie narz dzie przesuwa si najpierw w kierunku dodatnim
dłuższej kraw dzi przy kwadratowych wybieraniach w Y
kierunku dodatnim i frezuje zgrubnie wybranie od wewn trz na
zewn trz
3 Ta operacja powtarza si (1 do 2), aż zostanie osi gnieta
GŁ BOKOŚĆ
4 Na końcu cyklu TNC odsuwa narz dzie do pozycji startu
Prosz uwzgl dnić przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek wybrania) płaszczyzny obróbki z KOREKCJ
PROMIENIA R0.
Zaprogramować blok pozycjonowania w punkcie startu
w osi wrzeciona (BEZPIECZNA WYSOKOŚĆ nad
powierzchni przedmiotu).
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy (obróbki).
Używać frezu z tn cym przez środek z bem czołowym
(DIN 844), albo dokonać wiercenia wst pnego na
środku wybrania.
Dla DŁUGOŚCI 2 GIEJ STRONY (kraw dzi) obowi zuje
nast puj cy warunek: DŁUGOŚĆ 2 GIEJ STRONY
(kraw dzi) jest wi ksza niż [(2 x PROMIEŃ
ZAOKR GLENIA) + dosuw boczny k].
ú
BEZPIECZNA WYSOKOŚĆ
(przyrostowo): odst p
pomi dzy ostrzem narz dzia (pozycja startu) i
powierzchni obrabianego przedmiotu
ú
GŁ BOKOŚĆ FREZOWANIA
(przyrostowo): odst p
pomi dzy powierzchni przedmiotu i dnem
wybierania
ú
GŁ BOKOŚĆ DOSUWU (przyrostowo): wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te. TNC
dojeżdża jednym chodem roboczym na GŁ BOKOŚĆ
jeśli:
■
GŁ BOKOŚĆ DOSUWU i GŁ BOKOŚĆ s sobie
równe
■
GŁ BOKOŚĆ DOSUWU jest wi ksza niż
GŁ BOKOŚĆ
ú
POSUW DOSUWU NA GŁ BOKOŚĆ: pr dkość
przesuwania si narz dzia przy wcinaniu
8.3 Cykle dla fr
ezowania wybierania, czopów i r
o
wków wpustowych
X
Z
ú
DŁUGOŚĆ 1 SZEJ STRONY
(KRAW DZI)
: długość
wybierania, równoległa do osi
głównej płaszczyzny obróbki
ú
DŁUGOŚĆ 2 GIEJ STRONY
(KRAW DZI)
: szerokość
wybierania
ú
POSUW F: pr dkość
przemieszczania si narz dzia na
płaszczyźnie obróbki