4 cykle dla wytwarzania wzorów punktowych – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 176
163
TNC 426 firmy HEIDENHAIN
ú
LICZBA POWTÓRZEŃ Q241: liczba operacji
obróbkowych na wycinku koła
ú
BEZPIECZNA WYSOKOŚĆ Q200 (przyrostowo):
odst p pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu; wprowadzić wartość
dodatni
ú
WSPÓŁRZ. POWIERZCHNI DETALU Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 GA BEZPIECZNA WYSOKOŚĆ Q204 (przyrostowo):
współrz dna osi wrzeciona, w której nie może dojść
do kolizji pomi dzy narz dziem i przedmiotem
(mocowadłem); wprowadzić wartość dodatni
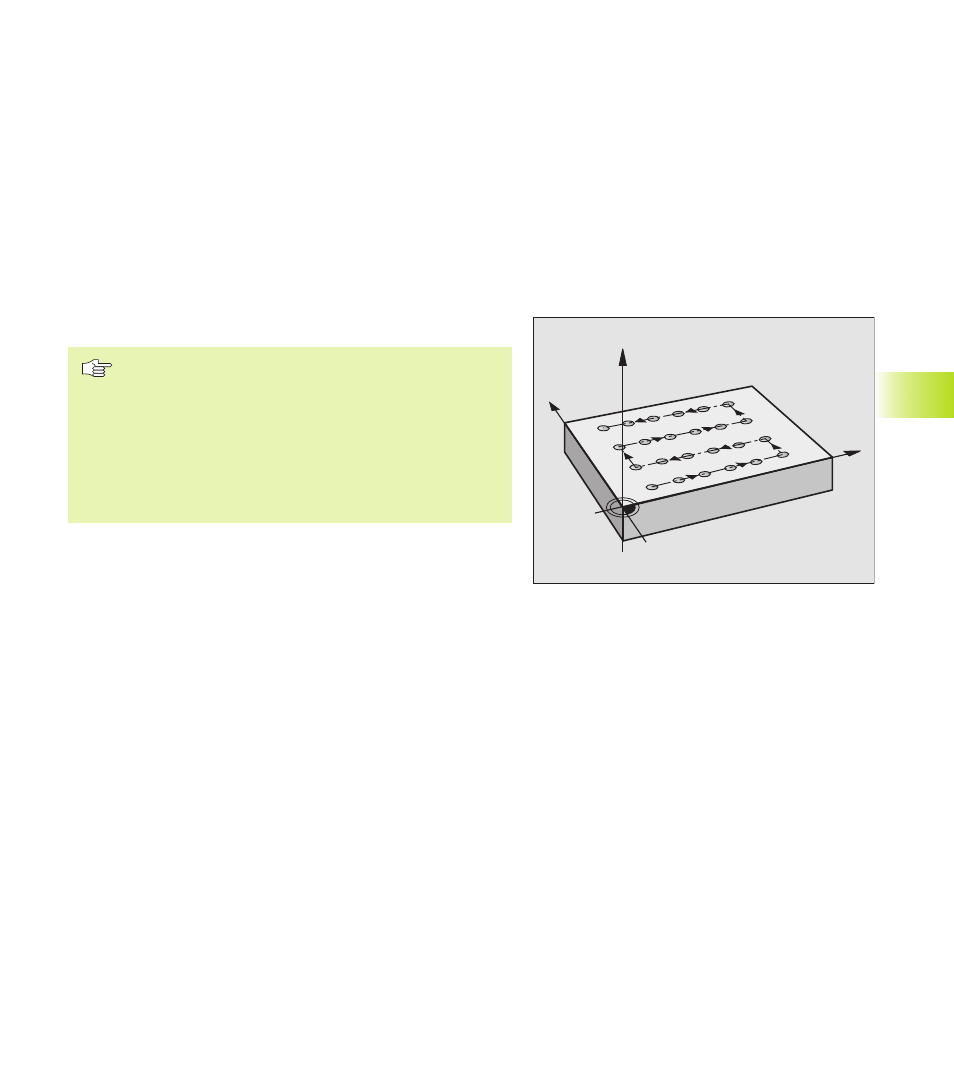
WZORY PUNKTÓW NA LINIACH (cykl 221)
Prosz uwzgl dnić przed rozpocz ciem
programowania
Cykl 221 jest DEF aktywny, co oznacza, że cykl 221
automatycznie wywołuje ostatni zdefiniowany cykl
obróbki.
Jeśli kombinuje si cykle obróbki 200 do 215 z cyklem
221, BEZPIECZNA WYSOKOŚĆ, powierzchnia
przedmiotu i 2 GA BEZPIECZNA WYSOKOŚĆ działaj z
cyklu 221.
1 TNC pozycjonuje narz dzie automatycznie od aktualnej pozycji
do punktu startu pierwszej obróbki
Kolejność:
■
2 G BEZPIECZN WYSOKOŚĆ najechać (oś wrzeciona)
■
punkt startu najechać na płaszczyźnie obróbki
■
przejechać na BEZPIECZN WYSOKOŚĆ nad powierzchni
obrabianego przedmiotu (oś wrzeciona)
2 Od tej pozycji TNC wypełnia ostatnio zdefiniowany cykl obróbki
3 Nast pnie TNC pozycjonuje narz dzie w kierunku dodatnim osi
głównej w punkcie startu nast pnej obróbki; narz dzie znajduje
si przy tym na BEZPIECZNEJ WYSOKOŚCI (lub 2 GIEJ
BEZPIECZNEJ WYSOKOŚCI)
4 Ta operacja (1 do 3) powtarza si , aż wszystkie operacje obróbki
pierwszego wiersza zostan wykonane; narz dzie znajduje si
na ostatniem punkcie pierwszego wiersza
5 Nast pnie TNC przemieszcza narz dzie do ostatniego punktu
drugiego wiersza i wykonuje tam obróbk
6 Stamt d TNC pozycjonuje narz dzie w kierunku ujemnym osi
głównej do punktu startu nast pnej
obróbki
7 Ta operacja (5 6) powtarza si , aż wszystkie rodzaje obróbki
drugiego wiersza zostan wykonane
X
Y
Z
8.4 Cykle dla wytwarzania wzorów punktowych