HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 162
149
TNC 426 firmy HEIDENHAIN
ú
WSPÓŁRZ. POWIERZCHNI DETALU Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 GA BEZPIECZNA WYSOKOŚĆ Q204 (przyrostowo):
współrz dna osi wrzeciona, na której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
ŚRODEK 1 SZEJ OSI Q216 (bezwzgl dne): środek
czopu w osi głównej płaszczyzny obróbki
ú
ŚRODEK 2 GIEJ OSI Q217 (bezwzgl dny): środek
czopu w osi pomocniczej płaszczyzny obróbki
ú
DŁUGOŚĆ PIERWSZEJ STRONY Q218 (przyrostowa):
długość czopu równoległa do osi głównej
płaszczyzny obróbki
ú
DŁUGOŚĆ 2 GIEJ STRONY Q219 (przyrostowo):
długość czopu równoległa do osi pomocniczej
płaszczyzny obróbki
ú
PROMIEŃ NAROŻA Q220: promień naroża czopu
ú
NADDATEK W 1 SZEJ OSI Q221 (wartość
przyrostowa): naddatek w osi głównej płaszczyzny,
odniesiony do długości czopu
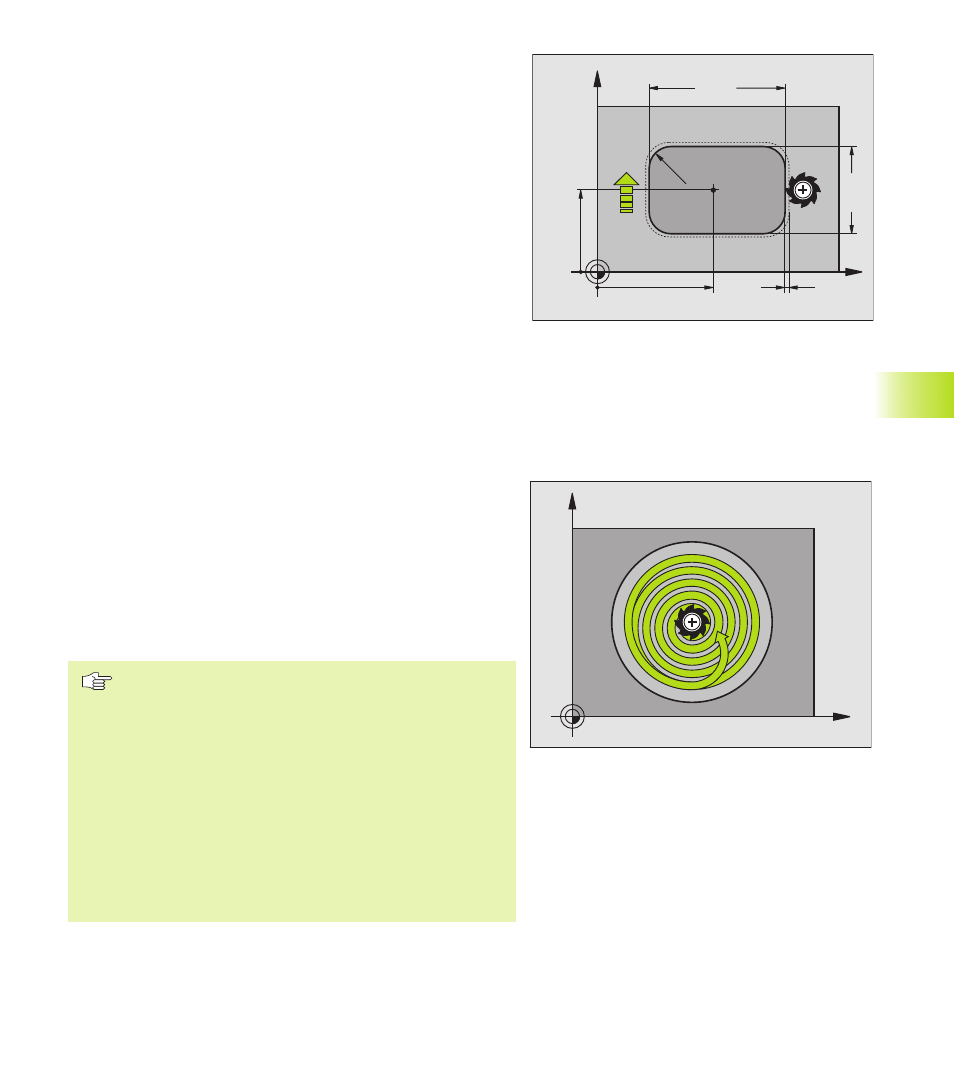
WYBRANIE KOŁOWE (cykl 5)
1 Narz dzie wcina si na pozycji startu (środek wybrania) w
przedmiot i przesuwa si na pierwsz GŁ BOKOŚĆ DOSUWU
2 Nast pnie narz dzie rysuje z POSUWEM F pokazany na rysunku
po prawej stronie tor w kszałcie spirali, objaśnienie dosuwu
bocznego k patrz cykl 4 FREZOWANIE WYBRANIA
3 Ta operacja powtarza si aż zostanie osi gni ta GŁ BOKOŚĆ
4 Na końcu TNC odsuwa narz dzie do pozycji startu
Prosz uwzgl dnić przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek wybrania) płaszczyzny obróbki z KOREKCJ
PROMIENIA R0.
Zaprogramować blok pozycjonowania w punkcie startu
w osi wrzeciona (BEZPIECZNA ODLEGŁOŚĆ nad osi
wrzeciona).
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy (obróbki).
Używać frezu z tn cym przez środek z bem czołowym
(DIN 844), lub dokonać wiercenia wst pnego na środku
wybrania.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Cykle dla fr
ezowania wybrania, czopów i r
owków wpustowych
X
Y