HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 106
93
TNC 426 firmy HEIDENHAIN
6.4 Ruchy po torze kształtowym + pr
ostoktne współrzdne
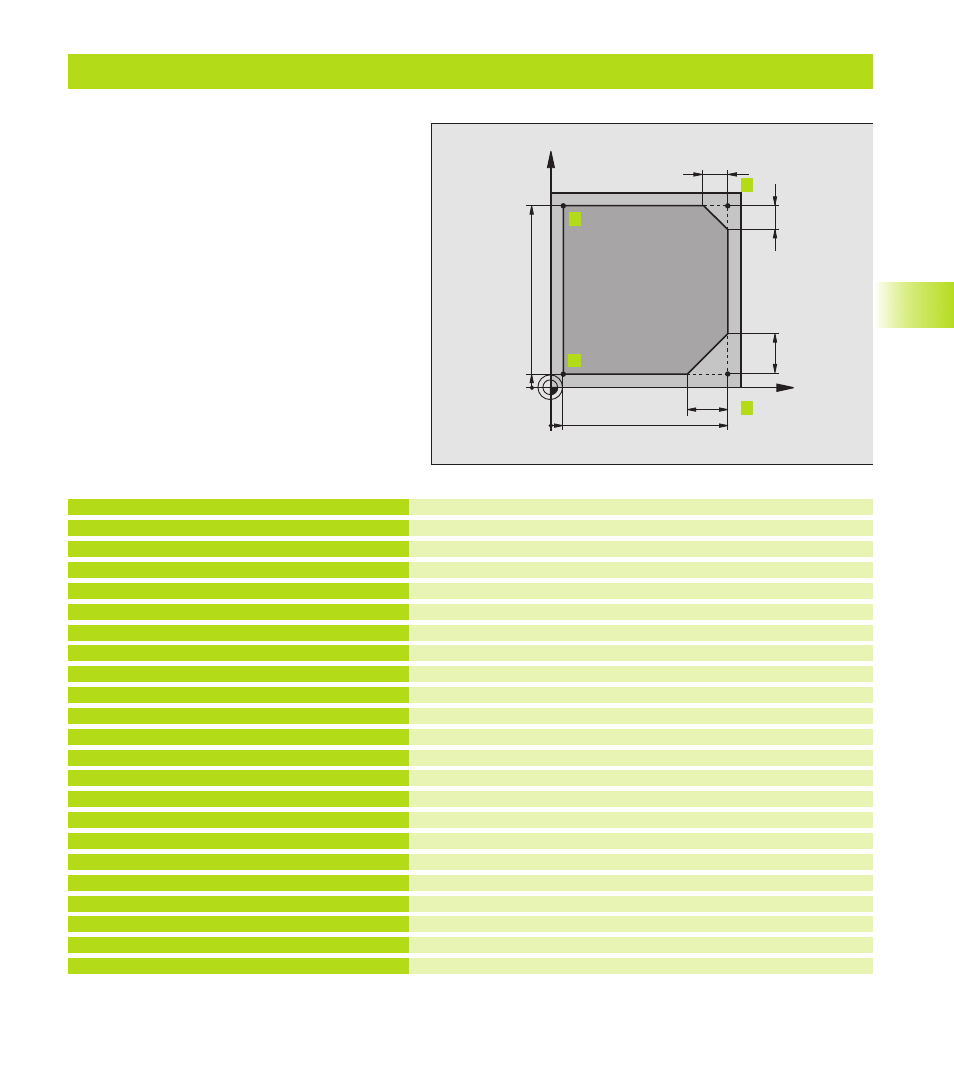
Przykład: ruch po prostej i fazki w systemie kartezjańskim
0 BEGIN PGM LINEAR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X 10 Y 10 R0 F MAX
7 L Z 5 R0 F1000 M3
8 APPR LT X+5 Y+5 LEN10 RL F300
9 L Y+95
10 L X+95
11 CHF 10
12 L Y+5
13 CHF 20
14 L X+5
15 DEP LT LEN10 F1000
16 L Z+250 R0 F MAX M2
17 END PGM LINEAR MM
Definicja cz ści w stanie nieobrobionym dla graficznej symulacji
obróbki
Definicja narz dzia w programie
Wywołanie narz dzia z osi narz dziow i pr dkości obrotow
wrzeciona
Narz dzie przemieszczać swobodnie w osi wrzeciona z trybem
przyśpieszonym FMAX
Pozycjonować wst pnie narz dzie
Przemieszczenie na gł bokość obróbki z posuwem F= 1000 mm/min
Dosun ć narz dzie do konturu w punkcie 1 po prostej ze stycznym
przyleganiem
Dosun ć narz dzie do punktu 2
Punkt 3: pierwsza prosta dla naroża 3
Zaprogramować fazk o długości 10 mm
Punkt 4: druga prosta dla naroża 3, pierwsza prosta dla naroża 4
Zaprogramować fazk o długości 20 mm
Dosun ć narz dzie do ostatniego punktu konturu, druga prosta
dla naroża 4
Opuścić kontur po prostej z przyleganiem stycznym
Przemieścić swobodnie narz dzie, koniec programu
X
Y
95
5
95
5
10
10
20
20
3
4
1
2