4 t rójwymiar owa kor ekcja narzdzi – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 80
67
TNC 426 firmy HEIDENHAIN
Współrz dne pozycji X,Y, Z i normalnych
płaszczyznowych NX, XY, XZ musz w NC bloku mieć t
sam kolejność.
3D korekcja z normalnymi płaszczyznowymi jest
obowi zuj c dla danych o wpółrz dnych w osiach
głównych X, Y, Z.
TNC nie ostrzega przy pomocy komunikatu o bł dach
jeśli nadwyżki wymiarowe narz dzia uszkodziłyby kontur.
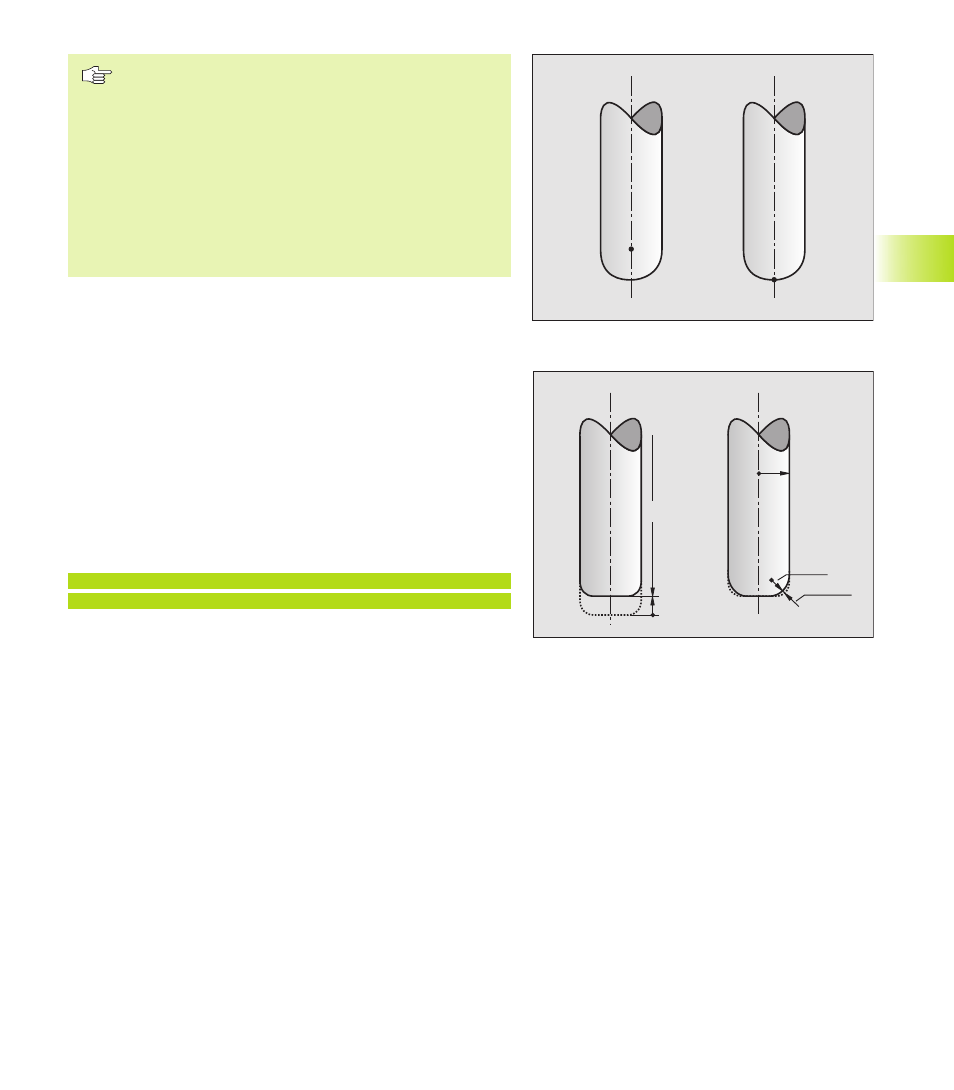
Przy pomocy parametru maszyny 7680 określa si , czy
system CAD skorygował długość narz dzia przez
środek kuli P
T
czy przez biegun południowy kuli P
SP
.
Używać innych narz dzi: Wartości delta
Jeżeli s używane narz dzia, które maj inne wymiary niż
przewidziane pierwotnie narz dzia, to prosz wnieść różnic
długości i promieni jako wartości delta do tabeli narz dzi:
■
Dodatnia wartość delty, DR, DR2
Wymiary narz dzia s wi ksze niż te narz dzia orginalnego
(naddatek)
■
Ujemna wartość delty DL, DR, DR2
Wymiary narz dzia s mniejsze niż te narz dzia orginalnego
(niedomiar)
TNC koryguje pozycj narz dzia z wartościami delty i normalnych
płaszczyznowych.
Przykład: Blok programu z normalnymi płaszczyznowymi
LN
X+31,737 Y+21,954 Z+33,165 NX+0,2637581
NY+0,0078922 NZ–0,8764339 F1000 M3
LN
Prosta z 3D korekcj
X, Y, Z
Skorygowane współrz dne punktu końcowego
prostej
NX, NY, NZ Komponenty normalnych płaszczyznowych
F
Posuw
M
Funkcja dodatkowa
Posuw F i funkcj dodatkow M można wprowadzić i zmienić w
rodzaju pracy PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ.
Współrz dne punktu końcowego prostej i komponenty
normalnych płaszczyznowych s zadawane przez system CAD.
5.4 T
rójwymiar
owa kor
ekcja narzdzi
DL>0
L
R
DR2>0
R2
P
T
P
SP