2 cykle wier cenia – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 151
8 Programowanie: Cykle
138
Prosz uwzgl dnić przed rozpocz ciem
programowania
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z KOREKCJ
PROMIENIA R0.
Znak liczby parametru cyklu GŁ BOKOŚĆ określa
kierunek pracy (obróbki).
ú
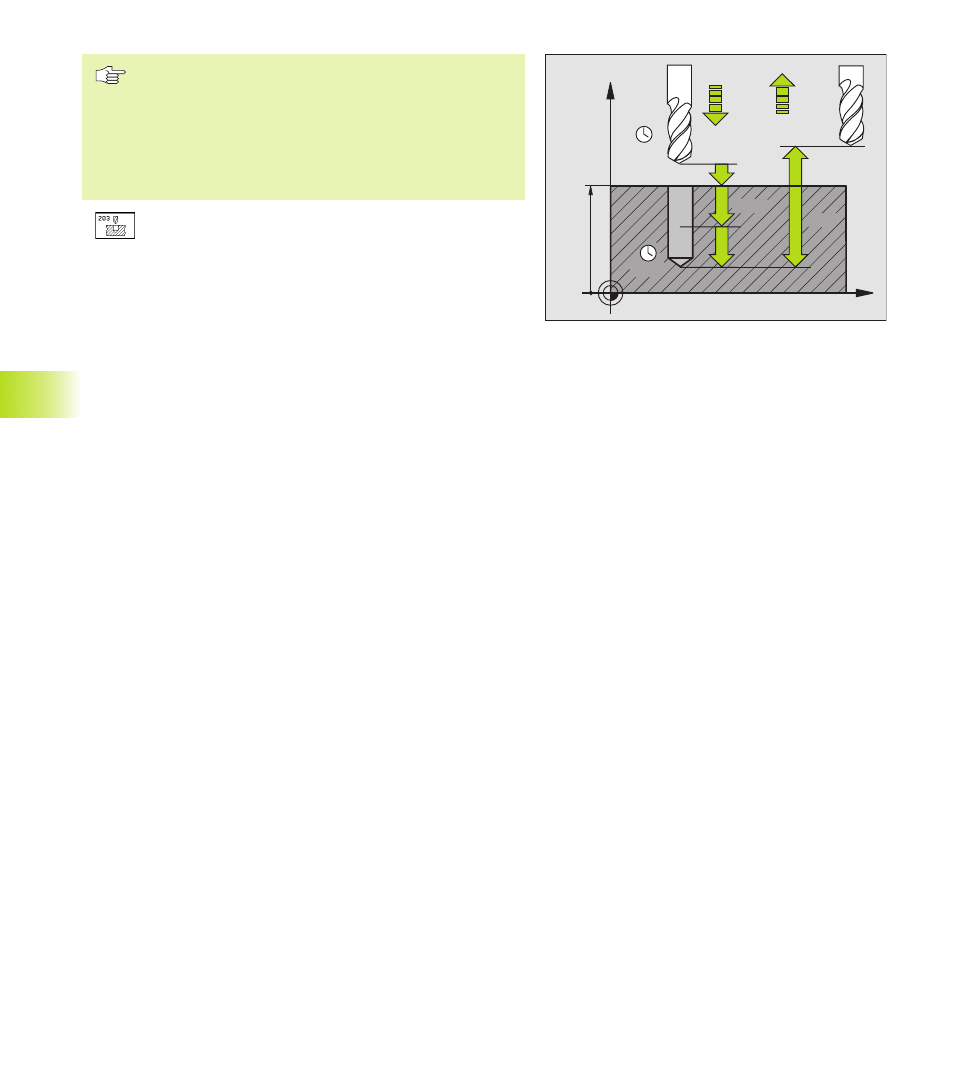
BEZPIECZNA WYSOKOŚĆ Q200 (przyrostowo):
odst p pomi dzy ostrzem narz dzia (kłem) i
powierzchni obrabianego przedmiotu
ú
GŁ BOKOŚĆ Q201 (przyrostowo): odst p pomi dzy
powierzchni przedmiotu i dnem wiercenia
(wierzchołek stożka wiercenia)
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q206: pr dkość
przemieszczania si narz dzia przy wierceniu w
mm/min
ú
GŁ BOKOŚĆ DOSUWU Q202 (przyrostowo): wymiar,
o jaki narz dzie zostaje każdorazowo dosuwane. TNC
dojeżdża jednym chodem roboczym na GŁ BOKOŚĆ
jeśli:
■
GŁ BOKOŚĆ DOSUWU i GŁ BOKOŚĆ s sobie
równe
■
GŁ BOKOŚĆ DOSUWU jest wi ksza niż gł bokość
GŁ BOKOŚĆ nie musi być wielokrotności
GŁ BOKOŚCI DOSUWU
ú
PRZERWA CZASOWA U GÓRY Q210: czas w sekund
ach, w którym narz dzie przebywa na BEZPIECZNEJ
WYSOKOŚCI, po tym kiedy TNC wysun ło go z
wiercenia dla usuni cia wiórów
ú
WSPÓŁRZ. POWIERZCHNI DETALU Q203
(bezwzgl dne): współrz dna powierzchni
obrabianego przedmiotu
ú
2 ga BEZPIECZNA WYSOKOŚĆ Q204 (przyrostowo):
współrz dna osi wrzeciona, na której nie może dojść
do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
ú
WARTOŚĆ ZMNIEJ.DOSUWU Q212 (przyrostowo):
wartość, o jak TNC zmniejsza GŁ BOKOŚĆ
DOSUWU po każdym przeprowadzonym dosuwie
ú
WSKAZANIE ZŁAMAŃ WIÓRA DO POWROTU Q213:
liczba złamań wióra, które nast piły zanim TNC
powinno wysun ć narz dzie z wiercenia dla usuni cia
wiórów. Dla łamania wióra TNC odsuwa narz dzie
każdorazowo o 0,2 mm
ú
MINIMALNA GŁ BOKOŚĆ DOSUWU Q205
(przyrostowo): jeśli została wprowadzona konkretna
ilość zdejmowanego materiału, TNC ogranicza
DOSUW do ograniczonej przy pomocy Q205
wartości
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
8.2 Cykle wier
cenia
ú
PRZERWA CZASOWA NA DOLE Q211:
czas w sekundach, w którym
narz dzie przebywa na dnie wiercenia
ú
POSUW RUCHU POWROTNEGO
Q208: pr dkość przemieszczania
narz dzia przy wyjściu z wiercenia w
mm/min. Jeśli zostanie wprowadzony
Q208=0, to TNC wysuwa narz dzie na
FMAX z wiercenia