HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 203
8 Programowanie: Cykle
190
Prosz uwzgl dnić przed rozpocz ciem
programowania
TNC pozycjonuje narz dzie od aktualnej pozycji ruchem
po prostej w układzie 3D do punktu startu 1. Tak
pozycjonować wst pnie narz dzie, aby nie mogło dojść
do kolizji z przedmiotem lub mocowadłem.
TNC przemieszcza narz dzie z KOREKCJ PROMIENIA
R0 mi dzy zadanymi pozycjami
W tym przypadku użyć freza z tn cym przez środek
z bem czołowym (DIN 844).
ú
PUNKT STARTU 1 SZEJ OSI Q225 (bezwzgl dny):
współrz dna punktu startu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki
ú
PUNKT STARTU 2 GIEJ OSI Q226 (bezwzgl dny):
współrz dna punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki
ú
PUNKT STARTU 3 CIEJ OSI Q227 (bezwzgl dny):
współrz dna punktu startu obrabianej wierszowaniem
powierzchni w osi wrzeciona
ú
2 GI PUNKT 1 SZEJ OSI Q228 (bezwzgl dny):
współrz dna punktu końcowego obrabianej
wierszowaniem powierzchni w osi głównej płaszczyzny
obróbki
ú
2 GI PUNKT 2 GIEJ OSI Q229 (bezwzgl dny):
współrz dna punktu końcowego obrabianej
wierszowaniem powierzchni w osi pomocniczej
płaszczyzny obróbki
ú
2 GI PUNKT 3 CIEJ OSI Q230 (bezwzgl dny):
współrz dna punktu końcowego obrabianej
wierszowaniem powierzchni w osi wrzeciona
ú
3 CI PUNKT 1 SZEJ OSI Q231 (bezwzgl dny):
współrz dna punktu 3 w osi głównej płaszczyzny obróbki
ú
3 CI PUNKT 2 GIEJ OSI Q232 (bezwzgl dny):
współrz dna punktu 3 w osi pomocniczej płaszczyzny
obróbki
ú
3 CI PUNKT 3 CIEJ OSI Q233 (bezwzgl dny):
współrz dna punktu 3 w osi wrzeciona
ú
4 TY PUNKT 1 SZEJ OSI Q234 (bezwzgl dny):
współrz dna punktu 4 w osi głównej płaszczyzny obróbki
ú
4 TY PUNKT 2 GIEJ OSI Q235 (bezwzgl dny):
współrz dna punktu 4 w osi pomocniczej płaszczyzny
obróbki
ú
4 TY PUNKT 3 CIEJ OSI Q236 (bezwzgl dny):
współrz dna punktu 4 w osi wrzeciona
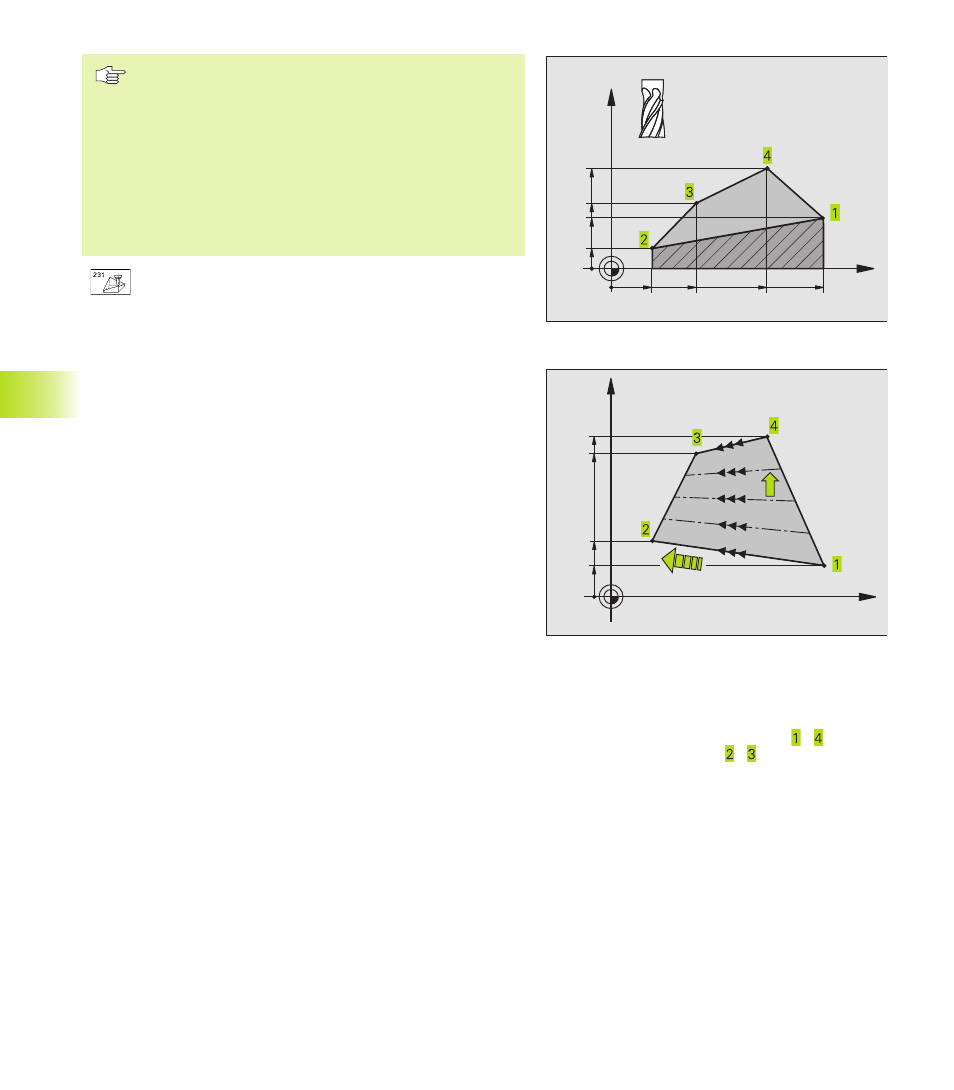
8.6 Cykle dla zdejmowania materiału metod wier
szowania
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
ú
LICZBA PRZEJŚĆ Q240: liczba wierszy,
po których TNC ma przemieścić
narz dzie mi dzy punktem i lub
mi dzy punktem i przy obróbce
ú
POSUW FREZOWANIA Q207: pr dkość
przemieszczenia narz dzia przy
frezowaniu pierwszego wiersza w mm/
min; TNC wylicza posuw dla wszystkich
pozostałych wierszy w zależności od
dosuwu bocznego narz dzia
(przesuni cie mniejsze niż promień
narz dzia = wi kszy posuw, znaczny
dosuw boczny = mniejszy posuw)