3 funkcje dodatkowe dane o współrzdnych – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 131
7 Programowanie: Funkcje dodatkowe
118
Producent maszyny wprowadza dla każdej osi odst p punktu
zerowego maszyny od punktu zerowego podziałki wymiarowej do
parametru maszyny.
Post powanie standardowe
TNC odnosi współrz dne do punktu zerowego obrabianego
przedmiotu (patrz ”Wyznaczanie punktu odniesienia”).
Post powanie z M91 + punkt zerowy maszyny
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić si
do punktu zerowego maszyny, to prosz wprowadzić w tych
zapisach M91.
TNC pokazuje wartości współrz dnych w odniesieniu do punktu
zerowego maszyny. We wskazaniu stanu prosz przeł czyć
wskazanie współrz dnych na REF (patrz ”1.4 Wskazania stanu”).
Post powanie z M92 + punkt odniesienia maszyny
Oprócz punktu zerowego maszyny może jej producent
wyznaczyć jeszcze jedn stał pozycj maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla każdej osi odst p
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podr cznik obsługi maszyny).
Jeśli współrz dne w zapisach pozycjonowania powinny odnosić si
do punktu odniesienia maszyny, to prosz wprowadzić w tych
zapisach M92.
Przy pomocy M91 lub M92 TNC przeprowadza
prawidłowo korekcj promienia. Długość narz dzia
jednakże nie zostaje uwzgl dniona.
M91 i M92 nie działaj przy nachylonej płaszczyźnie
obróbki. TNC wydaje w tym przypadku komunikat o
bł dach.
Działanie
M91 i M92 działaj tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałaj na pocz tku zapisu.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrz dne powinny odnosić si zawsze do punktu zerowego
maszyny, to wyznaczenie punktu odniesienia dla jednej lub kilku osi
może zostać zablokowane; patrz parametr 7295.
Jeśli wyznaczanie punktu odniesienia dla wszystkich osi jest
zablokowane, to TNC nie pokazuje Softkey DATUM SET w rodzaju
pracy OSŁUGA R CZNA.
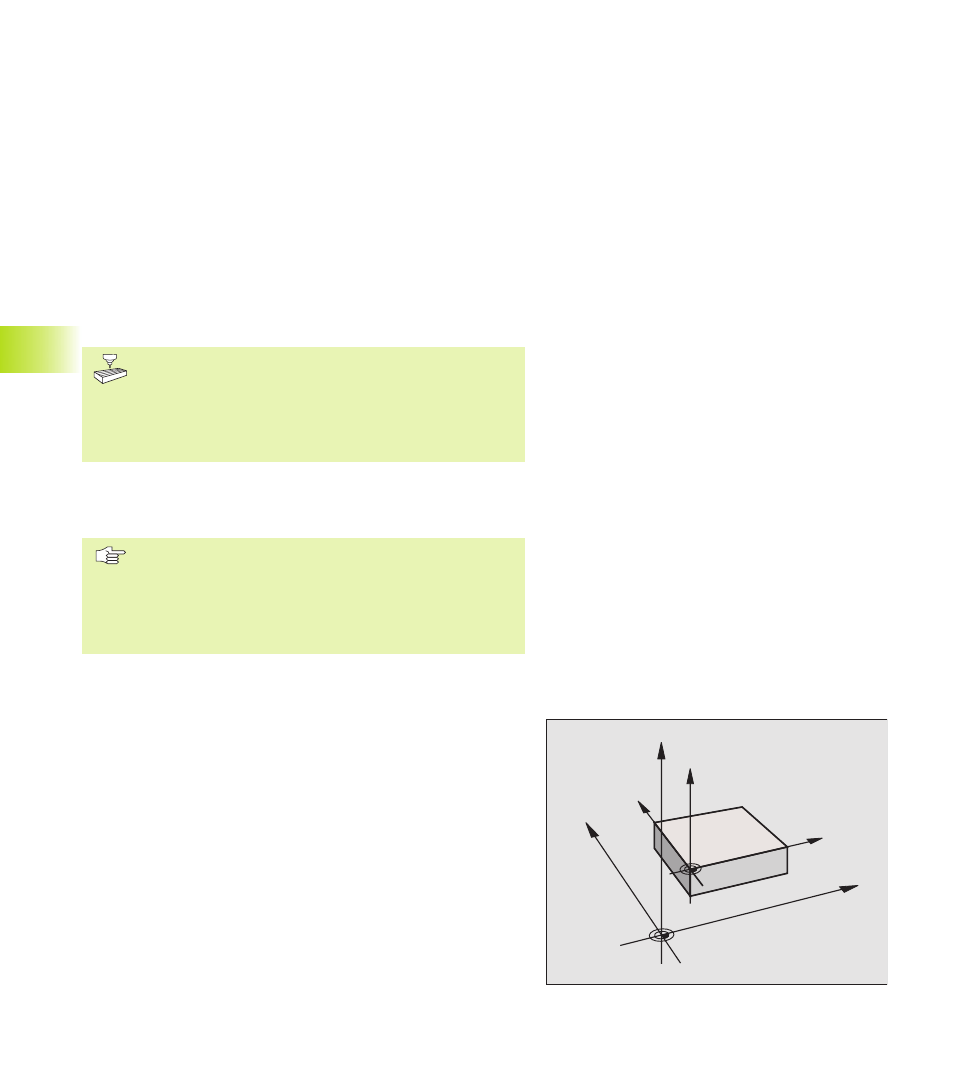
Rysunek po prawej stronie pokazuje systemy współrz dnych z
punktem zerowym maszyny i punktem zerowym obrabianego
przedmiotu.
Z
X
Y
Z
Y
X
M
7.3 Funkcje dodatkowe dane o współrzdnych