HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 93
80
6 Programowanie: Programowanie konturów
6.3 Dosunicie narzdzia do konturu i odsunicie od konturu
6.3 Dosun ć narz dzie do konturu i
odsun ć narz dzie
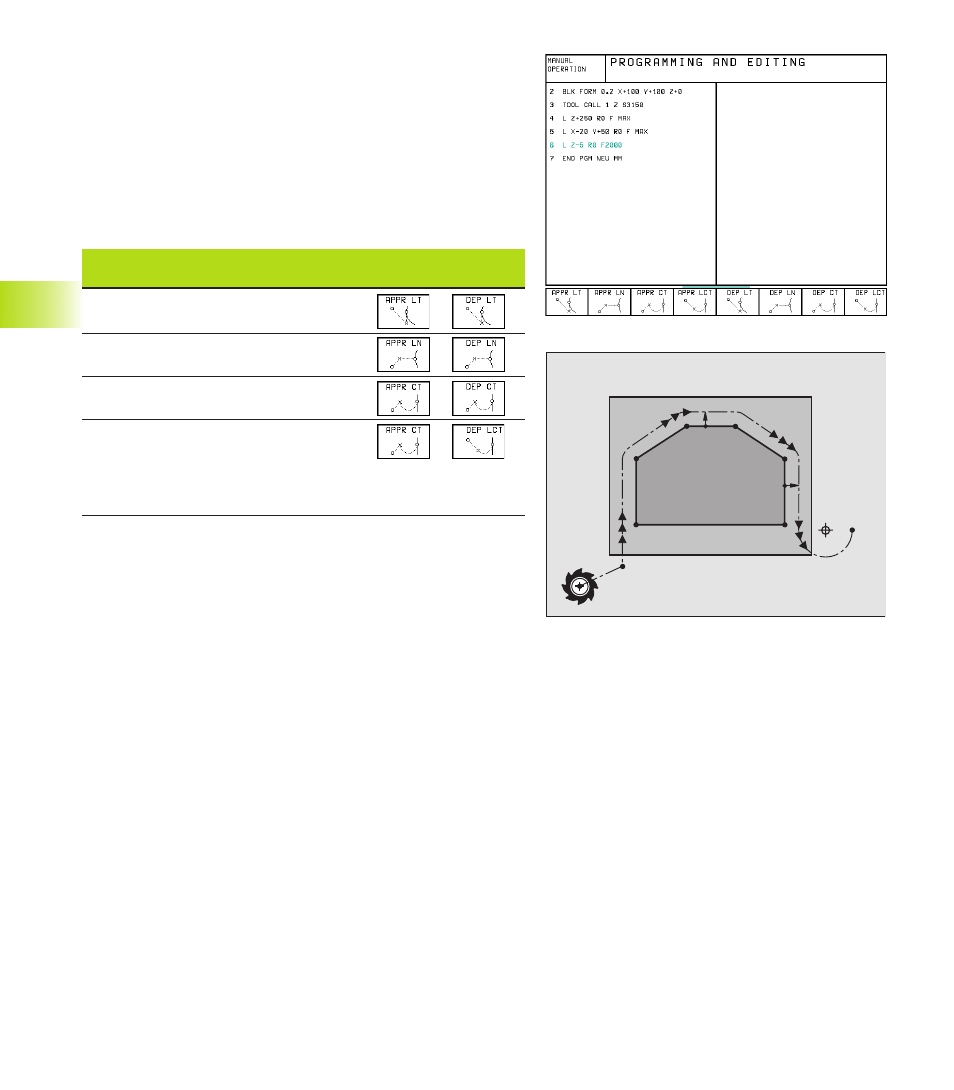
Przegl d: formy toru kształtowego dla dosuni cia
narz dzia i odsuni cia narz dzia od konturu
Funkcje APPR (angl. approach = podjazd) und DEP (angl.
departure = opuszczenie, odjazd) zostaj aktywowane przy
pomocy przycisku APPR/DEP. Nast pnie można wybierać przy
pomocy Softkeys nast puj ce formy toru:
Funkcja
Softkeys Dosun ć narz dzie Odsun ć narz dzie
do konturu
od konturu
Prosta z przył czeniem stycznym
Prosta prostopadła do punktu konturu
Tor kołowy z przył czeniem stycznym
Tor kołowy z przył czeniem stycznym do
konturu, dosuni cie i odsuni cie do
punktu pomocniczego poza konturem na
przył czonym stycznie odcinku prostej
Dosun ć narz dzie do linii śrubowej i odsun ć
Przy zbliżaniu si i opuszczaniu linii śrubowej (Helix) narz dzie
przemieszcza si na przedłużenie linii śrubowej i w ten sposób
powraca po stycznym torze kołowym na kontur. Prosz użyć w tym
celu funkcji APPR CT lub DEP CT.
Ważne pozycje przy dosuni ciu i odsuni ciu narz dzia
■
Punkt startu P
S
T pozycj prosz programować bezpośrednio przed zapisem
APPR. P
S
leży poza konturem i dosuni cie narz dzia nast puje
bez korekcji promienia (R0).
■
Punkt pomocniczy P
H
Dosuni cie i odsuni cie narz dzia wiedzie przy niektórych
formach toru kształtowego poprzez punkt pomocniczy P
H
, który
TNC wylicza na podstawie danych w zapisie APPR i DEP.
■
Pierwszy punkt konturu P
A
i ostatni punkt konturu P
E
Pierwszy punkt konturu P
A
programuje si w zapisie APPR,
ostatnie punkt konturu P
E
przy pomocy dowolnej funkcji toru
kształtowego.
■
Jeśli zapis APPR zawiera współrz dne Z, TNC przemieszcza
narz dzie na płaszczyźnie obróbki do punktu P
H
i tam w osi
narz dziowej na zadan gł bokość.
P
H
RL
P
S
R0
P
A
RL
P
E
RL
RL
RL
P
N
R0
■
Punkt końcowy P
N
Pozycja P
N
leży poza konturem i wynika z danych
zawartych w zapisie DEP. Jeśli zapis DEP zawiera
także współrz dne Z, TNC przemieszcza
narz dzie na płaszczyźnie obróbki do punktu P
H
i
tam w osi narz dziowen na zadan wysokość.