4 przebieg pr ogramu – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 268
255
TNC 426 firmy HEIDENHAIN
11.4 Przebieg pr
ogramu
Przebieg bloków w przód nie może rozpoczynać si w
podprogramie.
Wszystkie konieczne programy, tabele i pliki paletowe
musz zostać wybrane w jednym rodzaju pracy
przebiegu programu (stan M).
Jeśli program zawiera na przestrzeni do końca
przebiegu bloków w przód zaprogramowan przerw , w
tym miejscu zostanie przebieg bloków zatrzymany. Aby
kontynuować przebieg bloków w przód należy nacisn ć
zewn trzny przycisk START.
Po przebiegu bloków do przodu, narz dzie zostaje
przemieszczone przy pomocy funkcji RESTORE POSITI
ON na ustalon pozycj .
Poprzez parametr maszynowy 7680 zostaje określone,
czy przebieg bloków do przodu rozpoczyna si przy
pakietowanych programach w bloku 0 programu
głównego lub czy w bloku 0 programu, w którym
przebieg programu został ostatnio przerwany.
Przy pomocy Softkey 3D ON/OFF określa si , czy TNC
ma dosun ć narz dzie przy pochylonej płaszczyźnie
obróbki w pochylonym lub nie pochylonym układzie.
ú
Wybrać pierwszy blok aktualnego programu jako pocz tek
przebiegu do przodu: SKOK ”0” wprowadzić.
ú
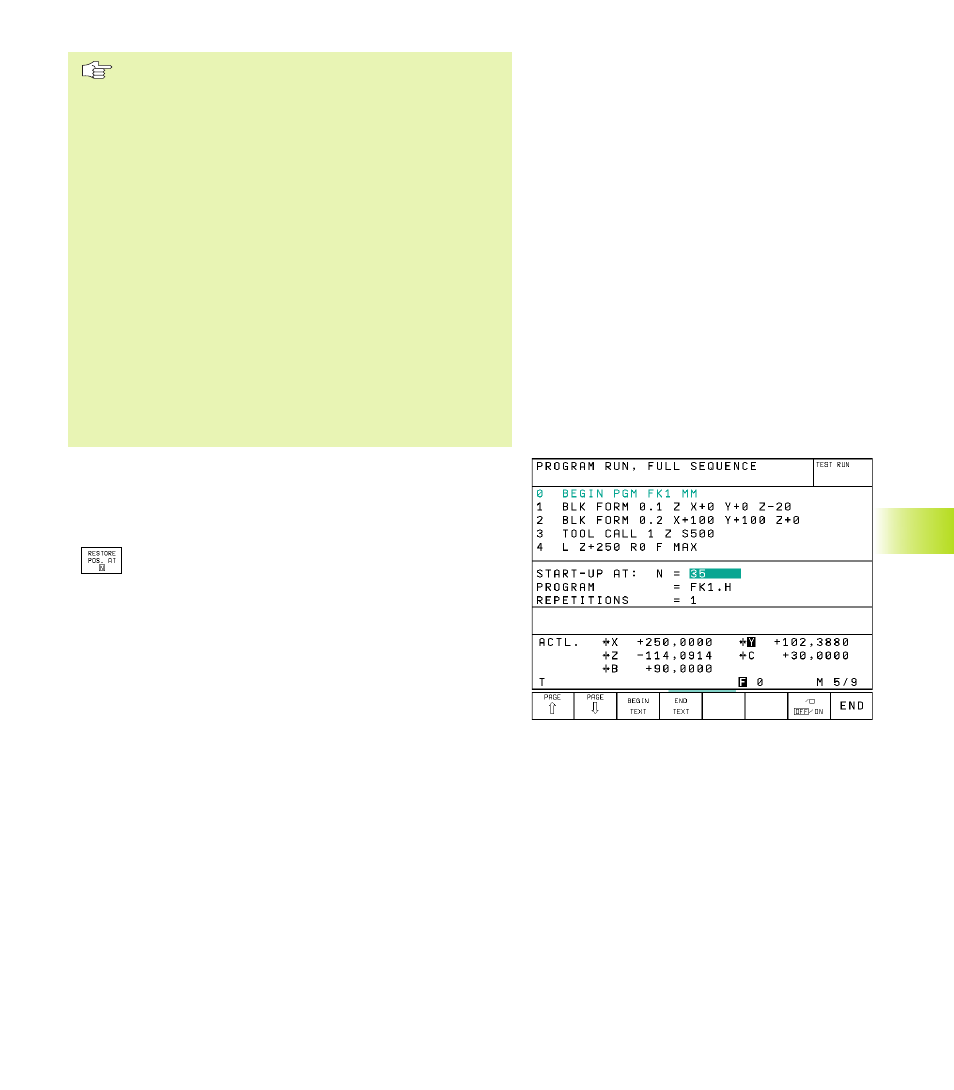
Wybrać przebieg bloków do przodu: nacisn ć Softkey RESTORE
POS.AT N
ú
PRZEBIEG W PRZÓD DO N: wprowadzić numer bloku,
przy którym ma być zakończony przebieg do przodu
ú
PROGRAM: wprowadzić nazw programu, w którym
znajduje si blok N
ú
POWTÓRZENIA: wprowadzić liczb powtórzeń, które
maj zostać uwzgl dnione w przebiegu bloków do
przodu, jeśli blok N znajduje si w powtórzeniu cz ści
programu steht
ú
Wystartować przebieg bloków do przodu: nacisn ć
zewn trzny przycisk START
ú
Dosun ć narz dzie do konturu: patrz nast pny
rozdział ”Ponowne dosuni cie narz dzia do konturu”