HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 271
12 3D sondy pomiarowe impulsowe
258
12.1 Cykle pomiaru sond w rodzajach
pracy OBSŁUGA R CZNA i
EL. KÓŁKO R CZNE
TNC musi być przygotowana przez producenta maszyn
do zastosowania 3D sondy pomiarowej.
Jeśli przeprowadzane s pomiary w czasie przebiegu
programu, prosz zwrócić uwag na to, aby dane o
narz dziu (długość, promień, oś) mogły zostać użyte z
wykalibrowanych danych lub z ostatniego bloku TOOL
CALL (wybór poprzez MP7411).
Jeśli pracuje si na przemian z ł cz c i mierz c
sond pomiarow , prosz zwrócić uwag aby
■
przez MP 6200 była wybrana właściwa sonda
pomiarowa
■
mierz ca i przeł czaj ca sonda pomiarowa nigdy nie
były jednocześnie podł czone do sterowania
TNC nie może stwierdzić, jaka sonda pomiarowa została
zastosowana we wrzecionie.
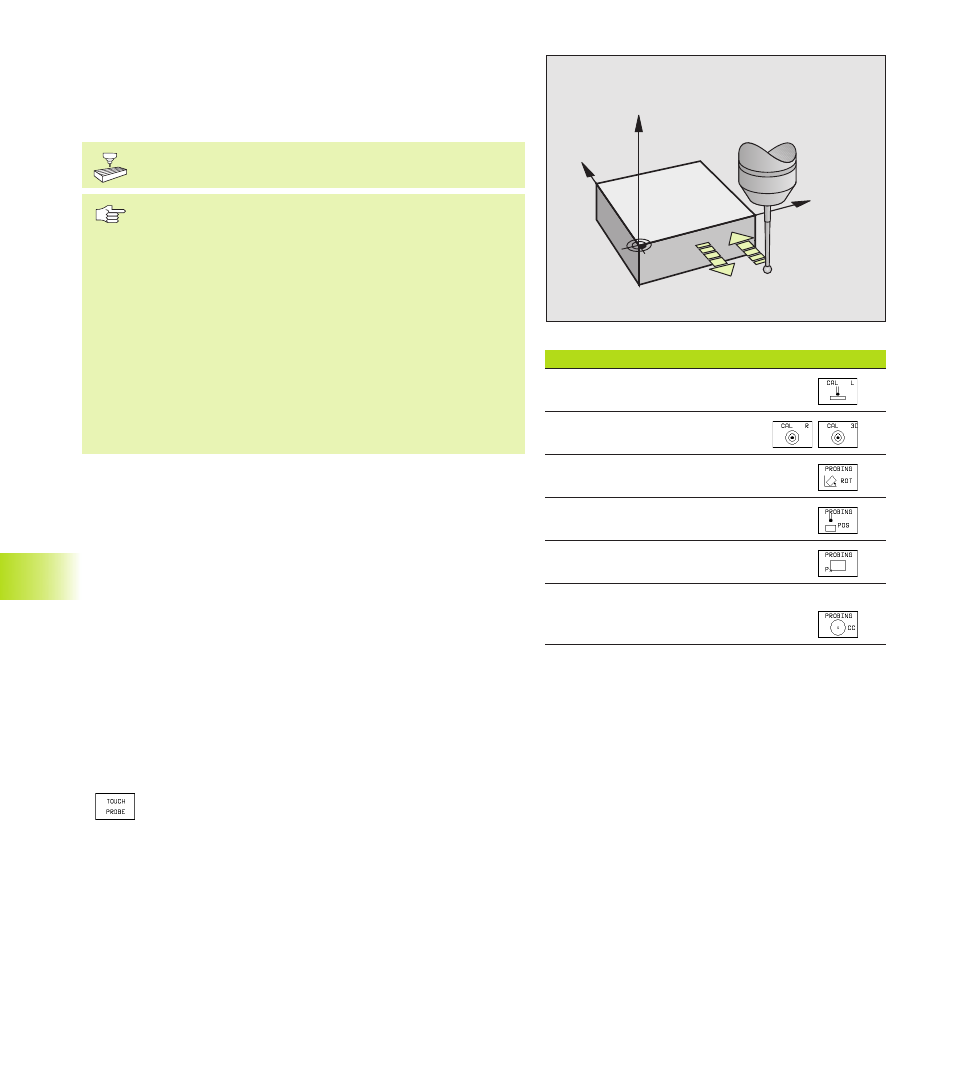
W czasie cykli pomiarowych 3D sonda pomiarowa najeżdża
równolegle do osi obrabiany przedmiot, po tym kiedy został
naciśni ty zewn trzny przycisk START. Producent maszyn określa
posuw pomiaru sond : patrz rysunek po prawej stronie. Jeśli 3D
sonda pomiarowa dotknie przedmiotu,
■
3D sonda pomiarowa wysyła sygnał do TNC: współrz dne
dotkni tej pozycji zostan wprowadzone do pami ci
■
3D sonda pomiarowa zatrzymuje si i
■
odsuwa si z powrotem na biegu szybkim do pozycji startu
operacji pomiaru
Jeśli na odcinku określonej drogi palec sondy nie zostanie
wychylony, TNC wydaje odpowiedni komunikat o bł dach
(droga: MP6130 dla ł cz cej sondy pomiarowej MP6330 dla
mierz cej sondy pomiarowej).
Wybrać funkcj pomiaru sond
ú
Wybrać rodzaj pracy OBSŁUGA R CZNA lub EL. KÓŁKO
R CZNE
ú
Wybrać funkcje pomiaru sond : nacisn ć Softkey
SONDA (TOUCH PROBE). TNC pokazuje dalsze
Softkeys: patrz tabela po prawej stronie
Funkcja
Softkey
rzeczywist długość kalibrować
rzeczywisty promień kalibrować
obrót podstawowy
wyznaczanie punktu odniesienia
naroże wyznaczyć jako punkt odniesienia
punkt środkowy koła wyznaczyć jako
punkt odniesienia
12.1 Cykle pomiarów sond w r
odzajach pracy RCZNIE I EL. KÓŁK
O RCZNE
Y
X
Z
F
F MAX