1 podstawy – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 39
26
4 Programowanie: Podstawy, zarz dzanie plikami, Pomoce przy programowaniu
4.1 Podstawy
4.1 Podstawy
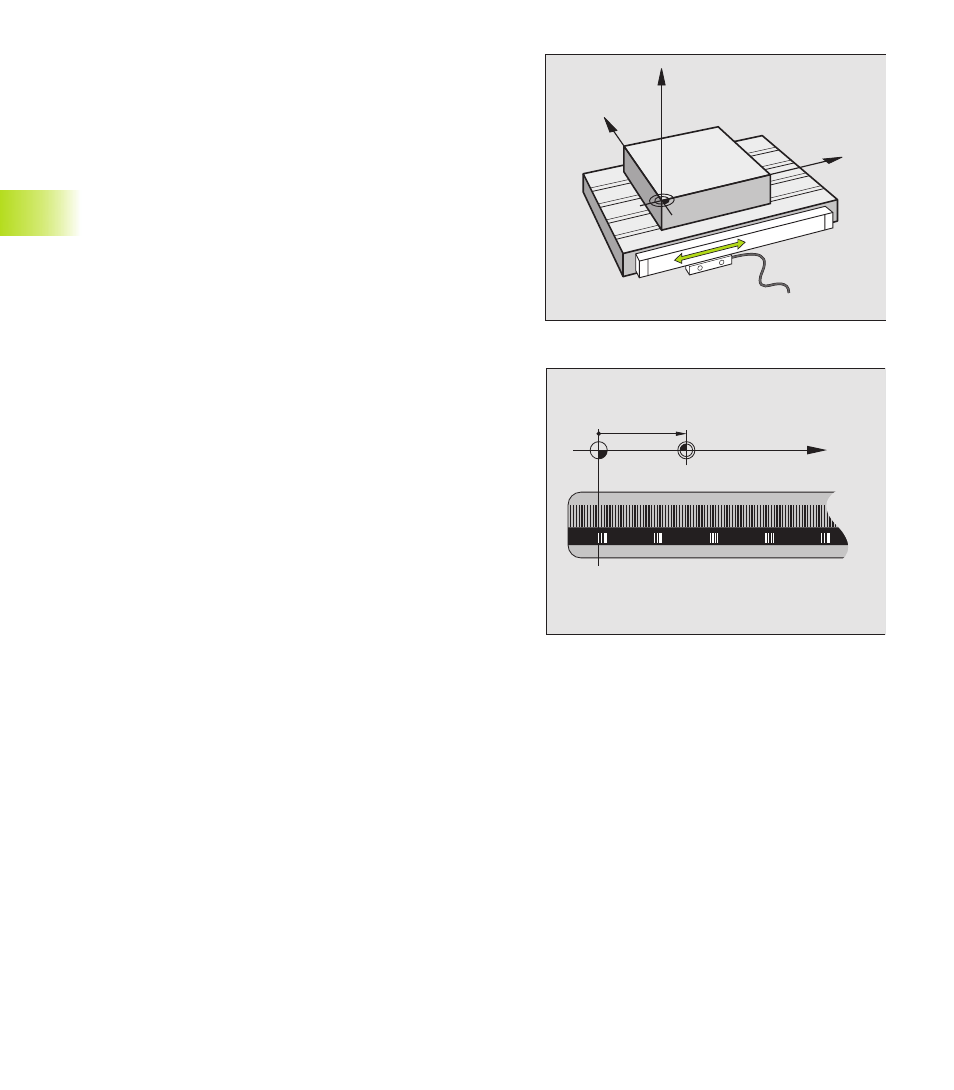
Układy pomiarowe położenia i punkty odniesienia
Przy osiach maszyny znajduj si układy pomiarowe położenia,
które rejestruj położenie stołu maszyny a także narz dzia. Jeśli
któraś z osi maszyny si przesuwa, odpowiedni układ pomiarowy
położenia wydaje sygnał elektryczny, na podstawie którego TNC
oblicza dokładn pozycj rzeczywist osi maszyny.
W wypadku przerwy w dopływie pr du rozpada si
zaszeregowanie mi dzy położeniem suportu i obliczon pozycj
rzeczywist . Aby znowu można było ustanowić to
zaszeregowanie, dysponuj podziałki wymiarowe układów
pomiarowych położenia punktami odniesienia. Przy przejechaniu
punktu odniesienia TNC otrzymuje sygnał, który odznacza stały
punkt odniesienia maszyny. W ten sposób TNC może wznowić
zaszeregowanie położenia rzeczywistego i położenia suportu
obrabiarki.
Z reguły, przy osiach liniowych s zamontowane układy pomiaru
długości. Przy stołach okr głych i osiach nachylenia znajduj si
układy pomiaru k tów. Aby wznowić zaszeregowanie pomi dzy
położeniem rzeczywistym i aktualnym położeniem suporta
maszyny, musz być przesuni te osie maszyny przy układach
pomiarów długości z zakodowanymi punktami odniesienia na
max. 20 mm, w przypadku układów pomiaru k tów o maximum 20!.
Y
X
Z
X (Z,Y)
X
MP