5 pomiar narzdzi przy pomocy tt 120 – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 83
70
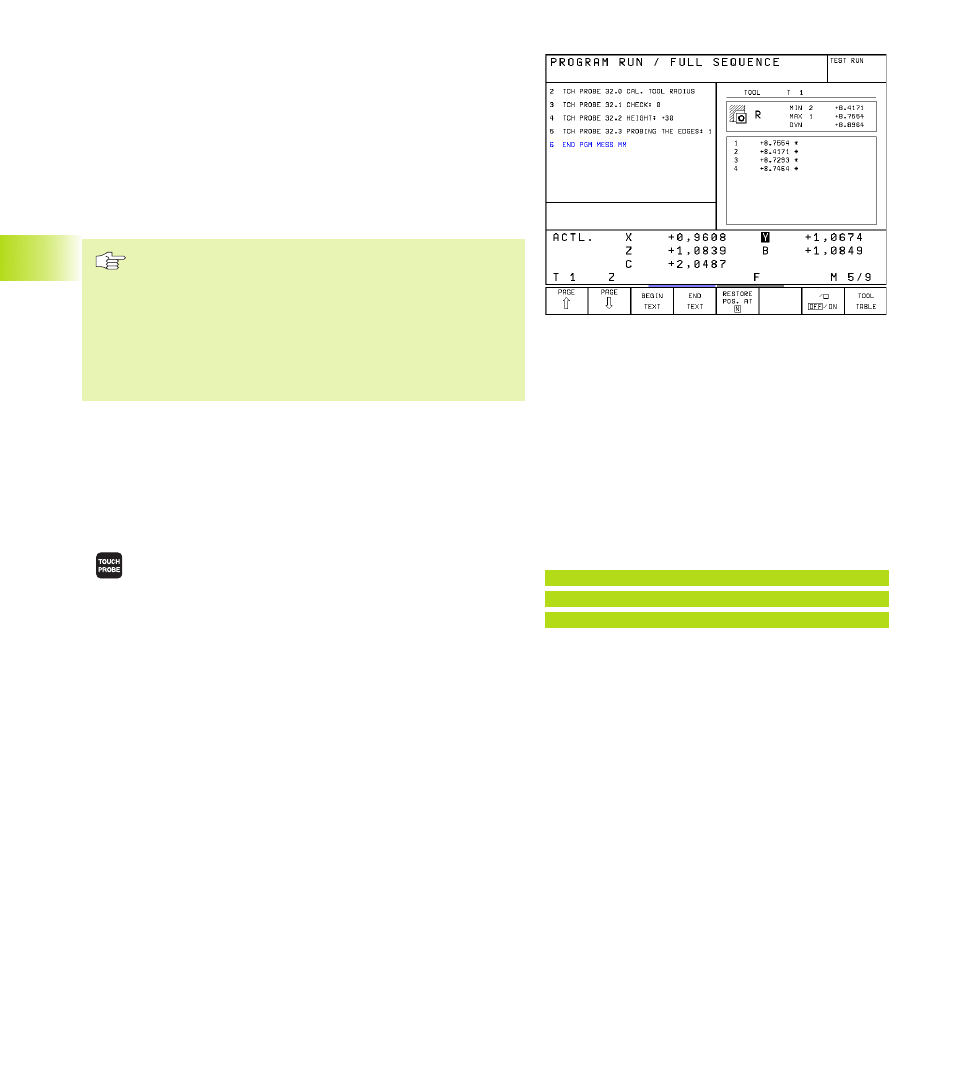
Wyświetlić wyniki pomiarów
Przy pomocy Softkey STATUS TOOL PROBE można wyświetlić
wyniki pomiaru narz dzi w dodatkowym wyświetlaczu stanu (w
rodzajach pracy maszyny). TNC pokazuje po lewej stronie pro
gram, po prawej wyniki pomiaru. Wartości pomiaru, które
przekroczyły dopuszczaln tolerancj zużycia, TNC oznacza przy
pomocy „
∗
“– wartości pomiaru, które przekroczyła dopuszczaln
tolerancj na p kni cie, przy pomocy „B“.
TT 120 kalibrować
Przed rozpocz ciem kalibrowania, prosz wprowadzić
dokładn długość narz dzia kalibruj cego do tabeli
narz dzi TOOL.T.
W parametrach maszyny 6580.0 do 6580.2 musi być
określone położenie TT 120 w przestrzeni roboczej
maszyny.
Jeśli jeden z parametrów maszyny 6580.0 do 6580.2
zostaje zmieniony, należy kalibrować na nowo.
TT 120 kalibruje si przy pomocy cyklu pomiaru TCH PROBE 30.
Proces kalibrowania przebiega automatycznie. TNC ustala także
automatycznie wzajemne przesuni cie środkowe narz dzia
kalibruj cego. W tym celu TNC obraca wrzeciono po wykonaniu
połowy cyklu kalibrowania o 180°.
Jako narz dzia kalibruj cego prosz użyć dokładnie cylindrycznej
cz ści, np. kołka walcowego. Wartości kalibrowania TNC
zapami tuje i uwzgl dnia je przy nast pnych pomiarach narz dzi.
ú
Programować cykl kalibrowania: W rodzaju pracy
PROGRAM WPROWADZIĆ DO PAMI CI/WYDAĆ
nacisn ć przycisk SONDA.
ú
SONDA 30 TT KALIBROWAĆ: cykl pomiaru 30 TT
KALIBROWAĆ wybrać przyciskami ze strzałk ,
przyciskiem ENT przej ć
ú
BEZPIECZNA WYSOKOŚĆ: Wprowadzić pozycj w osi
wrzeciona, w której wykluczona jest kolizja z
obrabianymi przedmiotami lub mocowadłami
NC zapisy przykładowe
6 TOOL CALL 1 Z
7 SONDA
30.0 TT KALIBROWAĆ
8 SONDA
30.1 WYSOKOŚĆ: +90
5.5 Pomiar narzdzi przy pomocy TT 120
5 Programowanie: narz dzia