6 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 204
191
TNC 426 firmy HEIDENHAIN
Definicja cz ści nieobrobionej
Definicja narz dzia
Wywołanie narz dzia
Przemieścić swobodnie narz dzie
Definicja cyklu frezowanie metod wierszowania
Pozycjonować wst pnie blisko punktu startu
Wywołanie cyklu
Przemieszczać swobodnie narz dzie, koniec programu
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 F MAX
6 CYCL DEF 230 FREZOW. WIELOPLA.
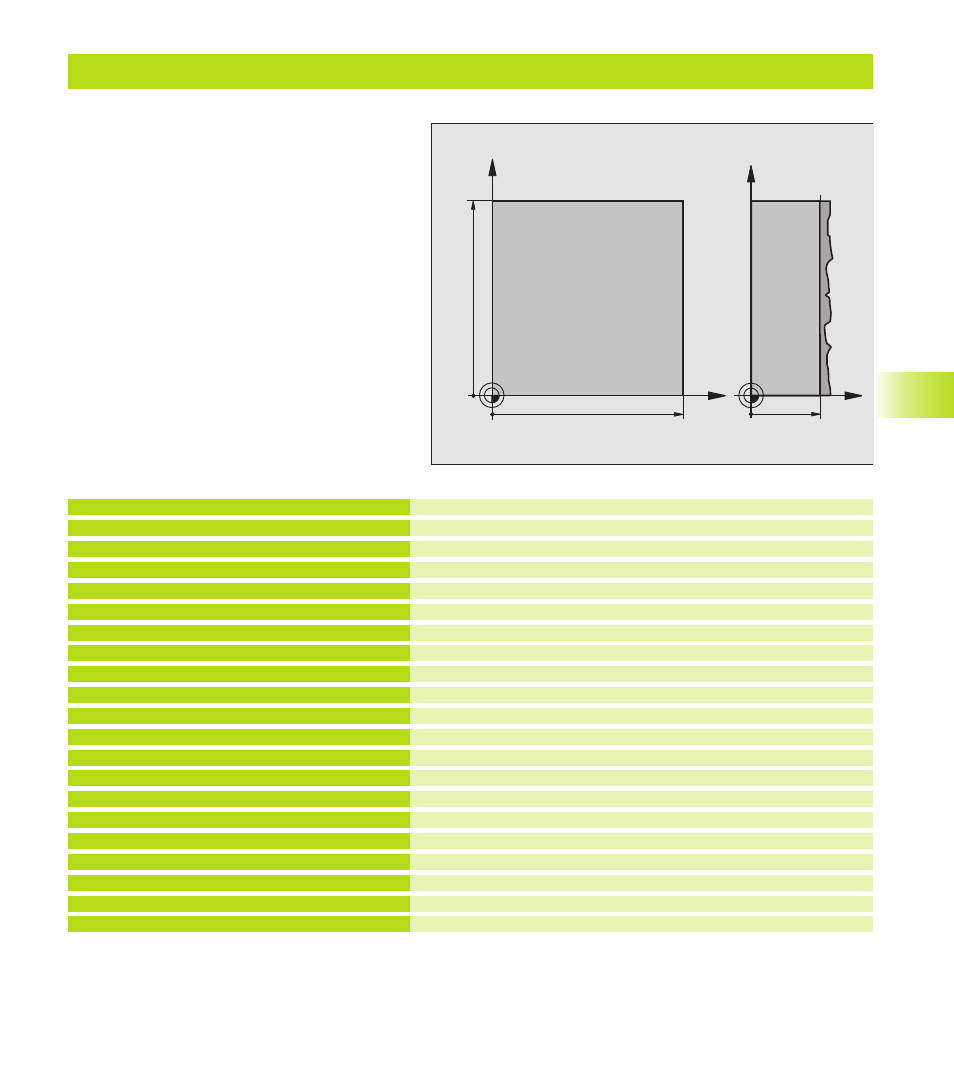
Q225=+0 ;PUNKT STARTU 1. OSI
Q226=+0 ;PUNKT STARTU 2. OSI
Q227=+35 ;PUNKT STARTU 3. OSI
Q218=100 ;DŁUGOŚĆ 1 SZEJ STRONY
Q219=100 ;DŁUGOŚĆ 2 GIEJ STRONY
Q240=25 ;LICZBA KROKÓW
Q206=250 ;F GŁ BOKOŚĆ DOSUWU
Q207=400 ;F FREZOWANIE
Q209=150 ;F POPRZECZNIE
Q200=2 ;ODST P BEZPIECZ.
7 L X 25 Y+0 R0 F MAX M3
8 CYCL CALL
9 L Z+250 R0 F MAX M2
10 END PGM C230 MM
Przykład: zdejmowanie materiału metod wierszowania
8.6 Cykle dla fr
ezowania metod wier
szowania
X
Y
100
100
Z
Y
35