3 kor ekcja narzdzi – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 78
65
TNC 426 firmy HEIDENHAIN
Korekcja promienia: obrabiać narożniki
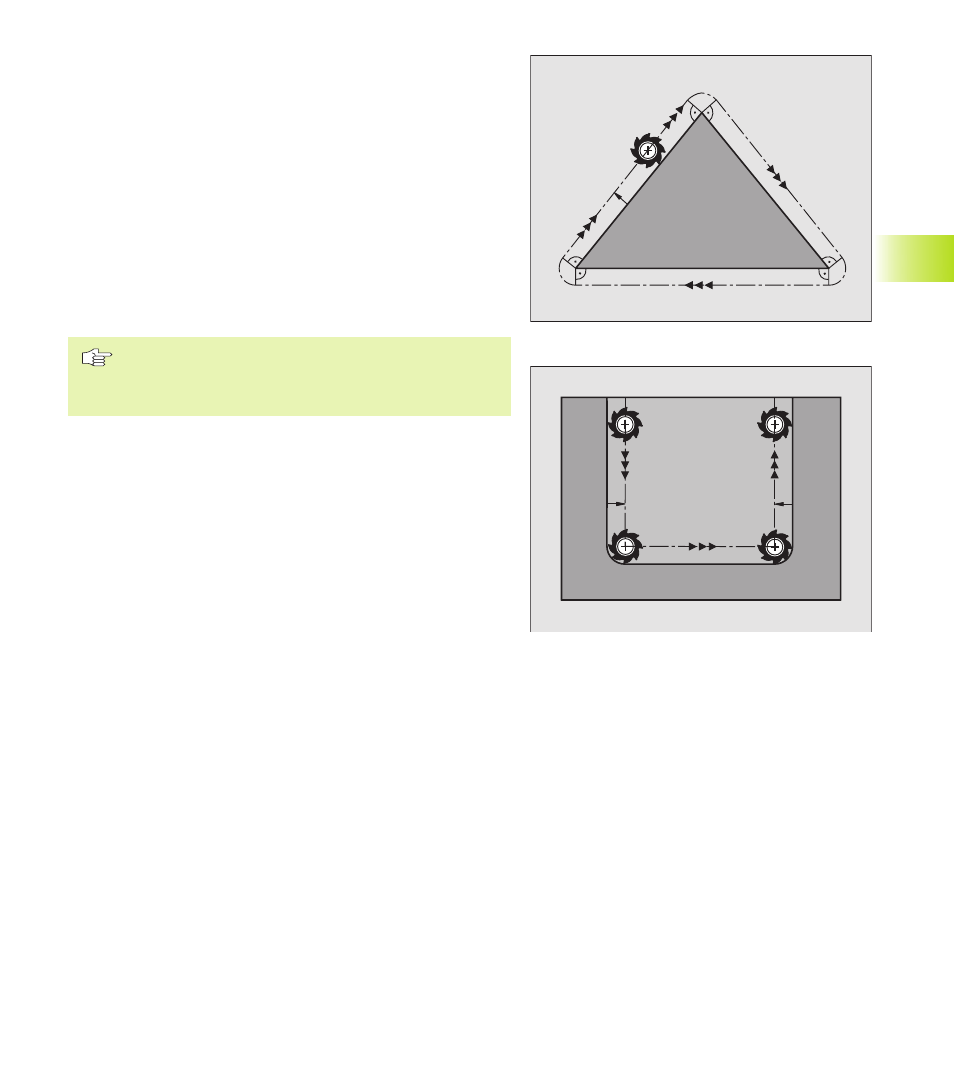
Narożniki zewn trzne
Jeżeli została zaprogramowana korekcja promienia, to TNC
wiedzie narz dzie wzdłuż narożników zewn trznych po kole
przejściowym i narz dzie odtacza si w punkcie narożnym. Jeśli
zachodzi potrzeba, TNC redukuje posuw przy narożnikach
zewn trznych, na przykład w przypadku cz stych zmian kierunku
Narożniki wewn trzne
Przy narożnikach wewn trznych TNC oblicza punkt przeci cia
torów, po których przesuwa si skorygowany punkt środkowy
narz dzia. Od tego punktu poczynaj c narz dzie przesuwa si
wzdłuż nast pnego elementu konturu. W ten sposób obrabiany
przedmiot nie zostaje uszkodzony w narożnikach wewn trznych. Z
tego wynika, że promień narz dzia dla określonego konturu nie
powinien być wybierany w dowolnej wielkości.
Prosz nie ustalać punktu rozpocz cia i zakończenia
obróbki wewn trznej w punkcie narożnym konturu,
ponieważ w ten sposób może dojść do uszkodzenia
konturu.
Obrabiać narożniki bez korekcji promienia
Bez korekcji narz dzia można regulować tor narz dzia i posuw
przy narożnikach obrabianego przedmiotu przy pomocy funkcji
dodatkowych M90 i M112. Patrz ”7.4 Funkcje dodatkowe dla
regulacji zachowania si toru”.
5.3 Kor
ekcja narzdzi
RL
RL
RL