5 slcykle – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 190
177
TNC 426 firmy HEIDENHAIN
Definicja cz ści nieobrobionej
Definicja narz dzia przeci gacz wst pny
Definicja narz dzia przeci gacz wykańczaj cy
Wywołanie narz dzia przeci gacz wst pny
Przemieszczać swobodnie narz dzie
Ustalić podprogram konturu
Ustalić ogólne parametry obróbki
0 BEGIN PGM C20 MM
1 BLK FORM 0.1 Z X 10 Y 10 Z 40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+15
4 TOOL DEF 2 L+0 R+7,5
5 TOOL CALL 1 Z S2500
6 L Z+250 R0 F MAX
7 CYCL DEF 14.0 KONTUR
8 CYCL DEF 14.1 PODPR. KONTURU 1
9 CYCL DEF 20.0 DANE KONTURU
Q1= 20
;GŁ BOKOŚĆ FREZOWANIA
Q2=1
;ZACHODZENIE NARZ DZIA
Q3=+0
;NADDATEK NA STRONIE
Q4=+0
;NADDATEK NA DNIE
Q5=+0
;WSPÓŁ. POWIERZCHNIA
Q6=2
;ODST P BEZPIECZ.
Q7=+100 ;BEZPIECZNA WYSOKOŚĆ
Q8=0,1
;PROMIEŃ ZAOKR GLENIA
Q9= 1
;KIERUNEK OBROTU
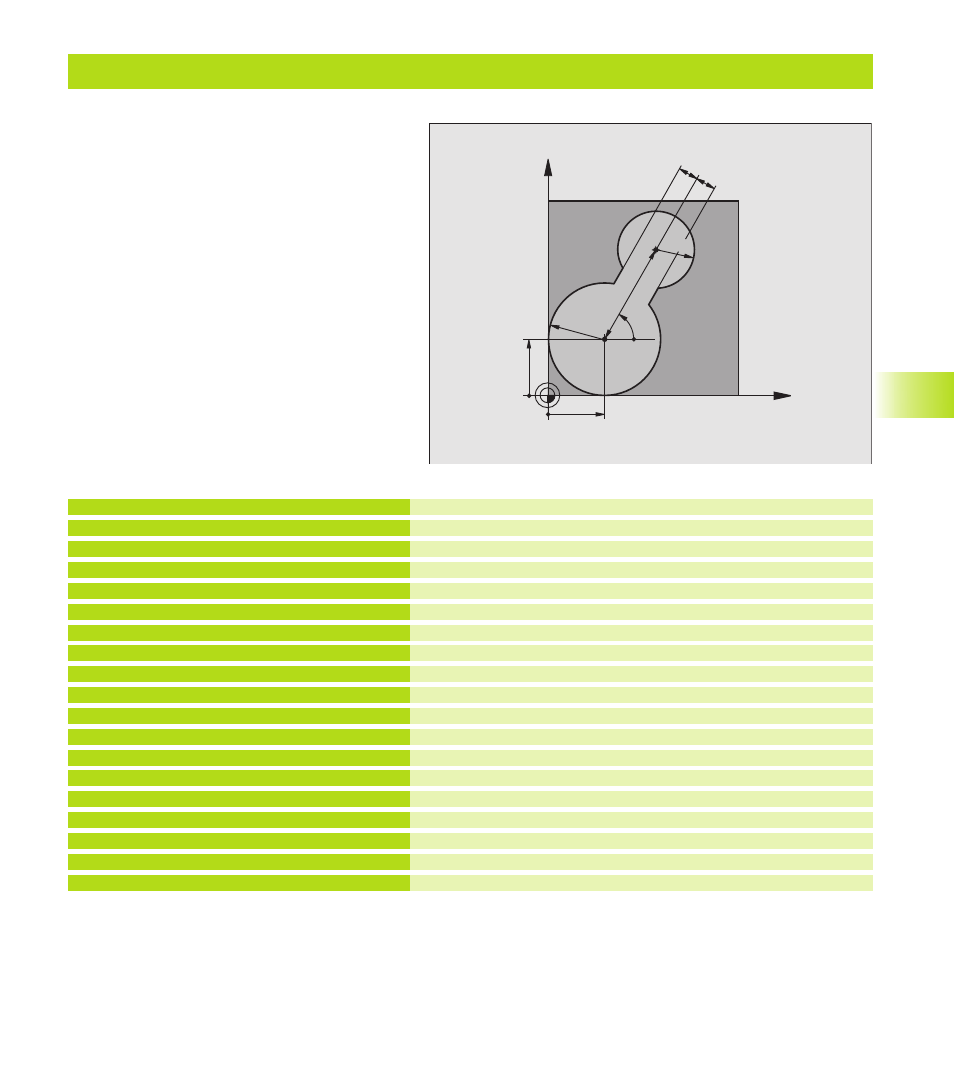
Przykład: frezowanie wybrania zgrubne i wykańczaj ce
8.5 SLcykle
X
Y
30
30
R30
R20
60°
55
10
10