HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 164
151
TNC 426 firmy HEIDENHAIN
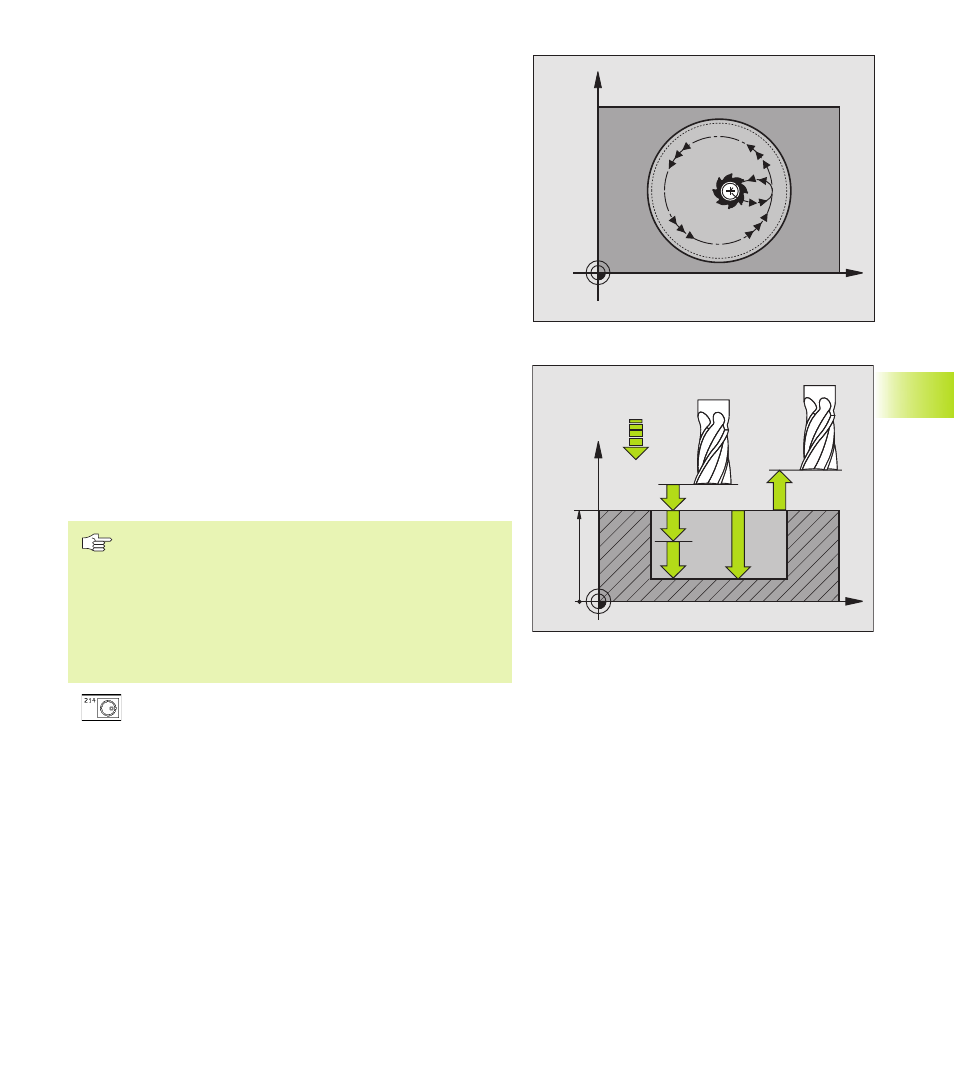
WYBRANIE KOŁOWE OBRABIAĆ NA GOTOWO
(cykl 214)
1 TNC przemieszcza narz dzie automatycznie w osi wrzeciona na
BEZPIECZN WYSOKOŚĆ lub jeśli wprwadzono na 2 G
BEZPIECZN WYSOKOŚĆ i nast pnie na środek wybrania
2 Ze środka wybrania narz dzie przesuwa si na płaszczyźnie
obróbki do punktu startu obróbki. TNC uwzgl dnia dla obliczenia
punktu startu przekrój cz ści nieobrobionej i promień narz dzia.
Jeśli promień cz ści nieobrobionej zostanie wprowadzony z
wartości 0, to TNC wcina narz dzie w środek wybrania
3 Jeśli narz dzie znajduje si na 2 GIEJ BEZPIECZNEJ
WYSOKOŚCI, TNC przemieszcza narz dzie na biegu szybkim
FMAX na BEZPIECZN WYSOKOŚĆ i st d z POSUWEM
DOSUWU NA GŁ BOKOŚĆ na pierwsz GŁ BOKOŚĆ DOSUWU
4 Nast pnie narz dzie przesuwa si stycznie do konturu cz ści
gotowej i frezuje współbieżnie obieg
5 Po tym narz dzie odjeżdża stycznie od konturu do punktu startu
na płaszczyźnie obróbki
6 Ta operacja (2 do 5) powtarza si , aż zostanie osi gni ta
zaprogramowana GŁ BOKOŚĆ
7 Na końcu cyklu TNC przemieszcza narz dzie na FMAX na
BEZPIECZN WYSOKOŚĆ lub jeśli wprowadzono na
2 G BEZPIECZN WYSOKOŚĆ i nast pnie na środek wybrania
(pozycja końcowa=pozycja startu)
Prosz uwzgl dnić przed rozpocz ciem
programowania
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy (obróbki).
Jeśli wybranie ma być od razu obrabiane na gotowo, to
prosz użyć freza z tn cym przez środek z bem
czołowym (DIN 844) i wprowadzić niewielk wartość
POSUWU DOSUWU NA GŁ BOKOŚĆ.
ú
BEZPIECZNA WYSOKOŚĆ Q200 (przyrostowo):
odst p pomi dzy ostrzem narz dzia i powierzchni
obrabianego przedmiotu
ú
GŁ BOKOŚĆ Q201 (przyrostowo): odst p pomi dzy
powierzchni obrabianego przedmiotu i dnem
wybrania
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q206: pr dkość
przemieszczania si narz dzia przy przesuwaniu si
na GŁ BOKOŚĆ w mm/min. Jeśli narz dzie zagł bia
si w materiał, wtedy wprowadzić niewielk wartość;
jeśli narz dzie zagł bia si poza materiałem, wtedy
wprowadzić wi ksz wartość
ú
GŁ BOKOŚĆ DOSUWU Q202 (przyrostowo): wymiar,
o jaki narz dzie zostaje każdorazowo dosuni te
ú
POSUW FREZOWANIA Q207: pr dkość
przemieszczania si narz dzia przy frezowaniu w
mm/min
8.3 Cykle dla fr
ezowania wybrania, czopów i r
owków wpustowych
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204