6 przykłady pr ogramowania – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 229
9 Programowanie: Podprogramy i powtórzenia cz ści programu
216
9.6 Przykłady pr
ogramowania
14 LBL 1
15 CYKL CALL
16 L IX+20 R0 F MAX M99
17 L IY+20 R0 F MAX M99
18 L IX 20 R0 F MAX M99
19 LBL 0
20 END PGM UP1 MM
Pocz tek podprogramu 1: grupa wiercenia
1. wiercenie
dosun ć narz dzie do 2 giego wiercenia, wywołać cykl
dosun ć narz dzie do 3 go wiercenia, wywołać cykl
dosun ć narz dzie do 4 go wiercenia, wywołać cykl
Koniec podprogramu 1
0 BEGIN PGM UP2 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+4
4 TOOL DEF 2 L+0 R+3
5 TOOL DEF 3 L+0 R+3,5
6 TOOL CALL 1 Z S5000
7 L Z+250 R0 F MAX
Definicja narz dzia nawiertak
Definicja narz dzia wiertło
Definicja narz dzia rozwiertak
Wywołanie narz dzia nawiertak
Przemieścić swobodnie narz dzie
9.6 Przykłady pr
ogramowania
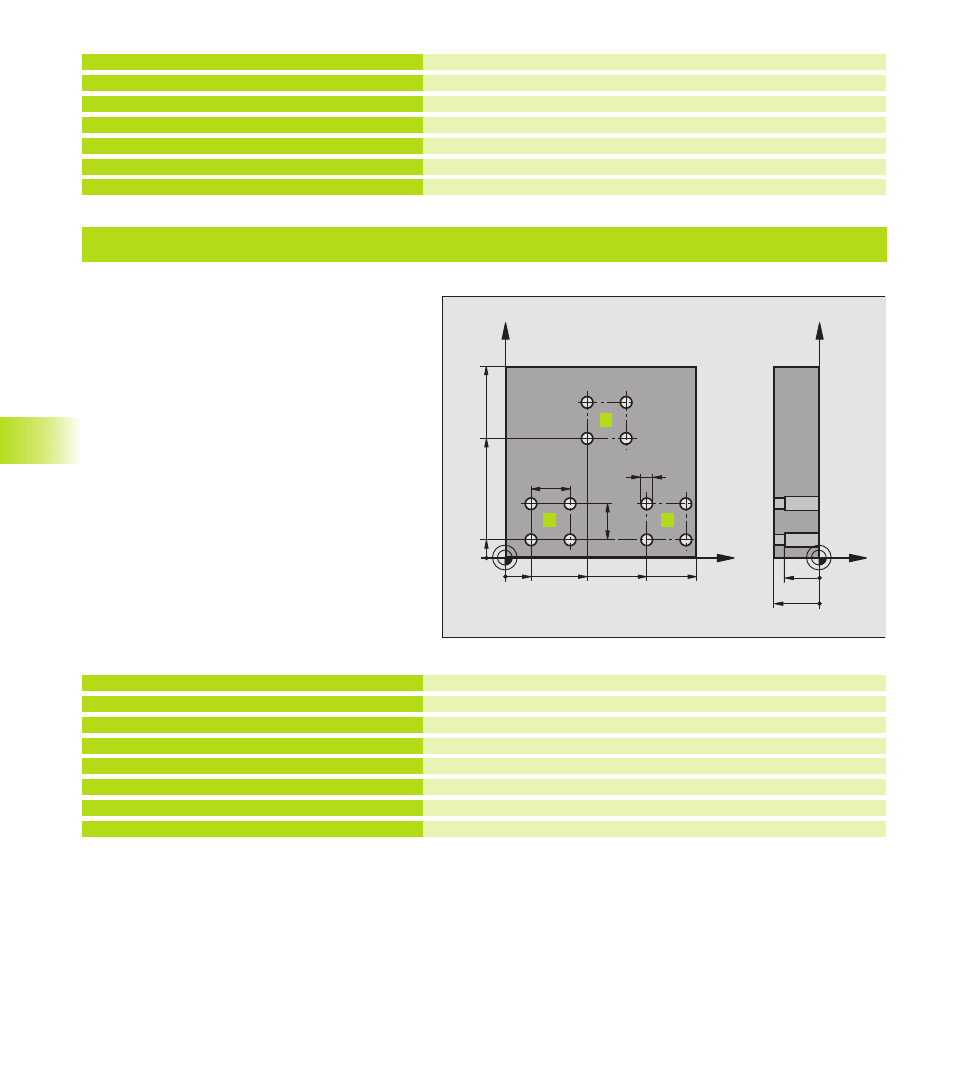
Przykład: grupy wierceń z kilkoma narz dziami
Przebieg programu
■
Zaprogramować cykle obróbki w programie
głównym
■
Wywołać pełny rysunek wiercenia
(podprogram 1)
■
Najechać grupy wiercenia w podprogramie 1,
wywołać grup wierceń (podprogram 2)
■
Grup wierceń tylko raz zaprogramować w
podprogramie 2
X
Y
15
60
100
100
75
10
45
20
20
5
Z
Y
-20
-15
1
2
3