6 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 200
187
TNC 426 firmy HEIDENHAIN
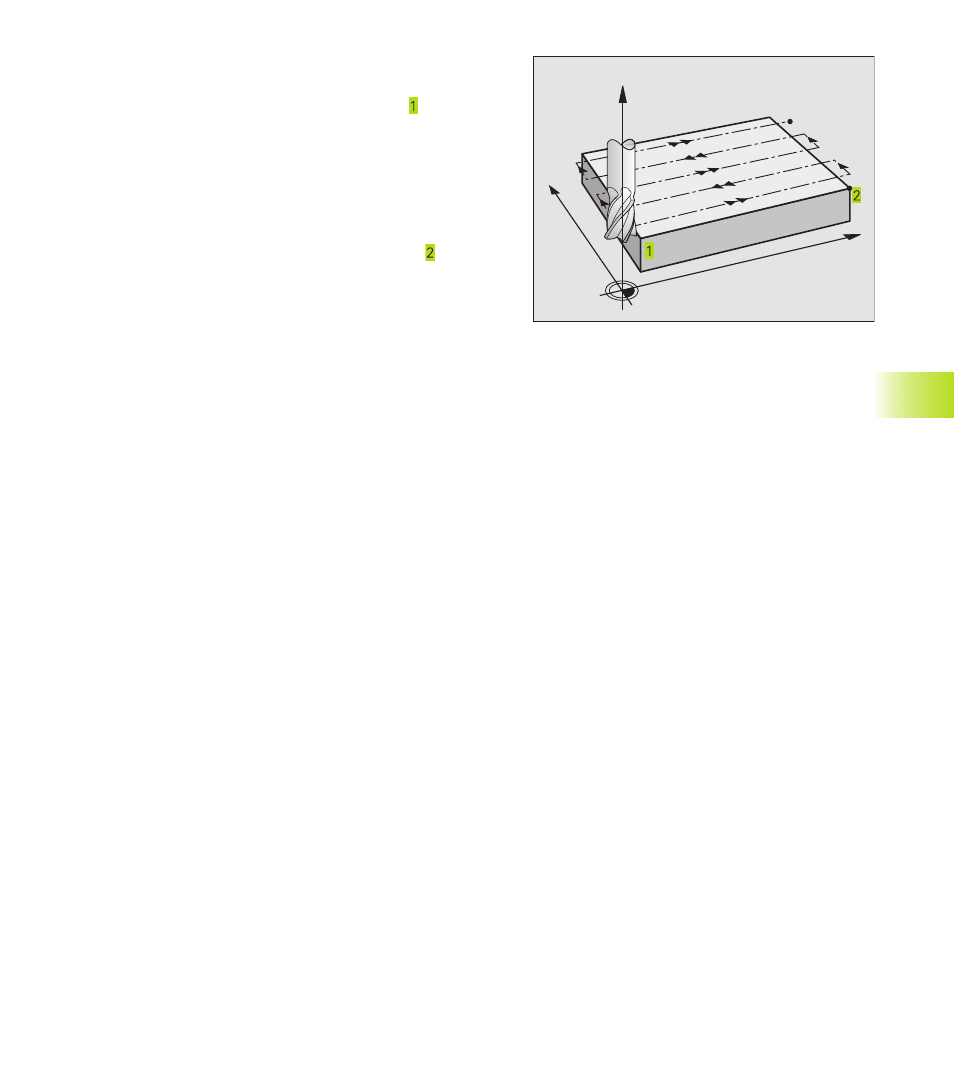
FREZOWANIE METOD WIERSZOWANIA (cykl 230)
1 TNC pozycjonuje narz dzie na biegu szybkim FMAX od aktualnej
pozycji na płaszczyźnie obróbki do punktu startu ; TNC
przesuwa narz dzie przy tym o promień narz dzia w lewo i do
góry
2 Nast pnie narz dzie przesuwa si na FMAX w osi wrzeciona na
BEZPIECZN WYSOKOŚĆ i potem z POSUWEM DOSUWU NA
GŁ BOKOŚĆ na zaprogramowan pozycj startu w osi
wrzeciona
3 Dalej narz dzie przemieszcza si z zaprogramowanym
POSUWEM FREZOWANIA do punktu końcowego kt ; TNC
oblicza punkt końcowy z zaprogramowanego punktu startu, z
zaprogramowanej długości i promienia narz dzia
4 TNC przesuwa narz dzie z POSUWEM FREZOWANIA POPRZ. do
punktu startu drugiego wiersza; TNC oblicza przesuni cie z
zaprogramowanej szerokości i liczby przejść (ci ć)
5 Potem narz dzie powraca w ujemnym X kierunku
6 Takie frezowanie metod wierszowania powtarza si , aż zadana
powierzchnia zostanie całkowicie obrobiona
7 Na koniec TNC przemieszcza narz dzie na FMAX z powrotem na
BEZPIECZN WYSOKOŚĆ
8.6 Cykle dla fr
ezowania metod wier
szowania
X
Y
Z