HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 133
7 Programowanie: Funkcje dodatkowe
120
Wł czyć zdefiniowane półkola pomi dzy
odcinkami prostymi: M112
Post powanie standardowe
TNC zatrzymuje przy blokach pozycjonowania bez korekcji
promienia narz dzie na krótko przy narożach (zatrzymanie
dokładnościowe).
Przy zapisach programowania z korekcj promienia (RR/RL) TNC
doł cza przy narożach zewn trznych automatycznie okr g
przejściowy.
M112 zostaje dopasowany przez producenta maszyn do
danej maszyny. Prosz zwrócić uwag na informacje
zawarte w podr czniku obsługi maszyny!
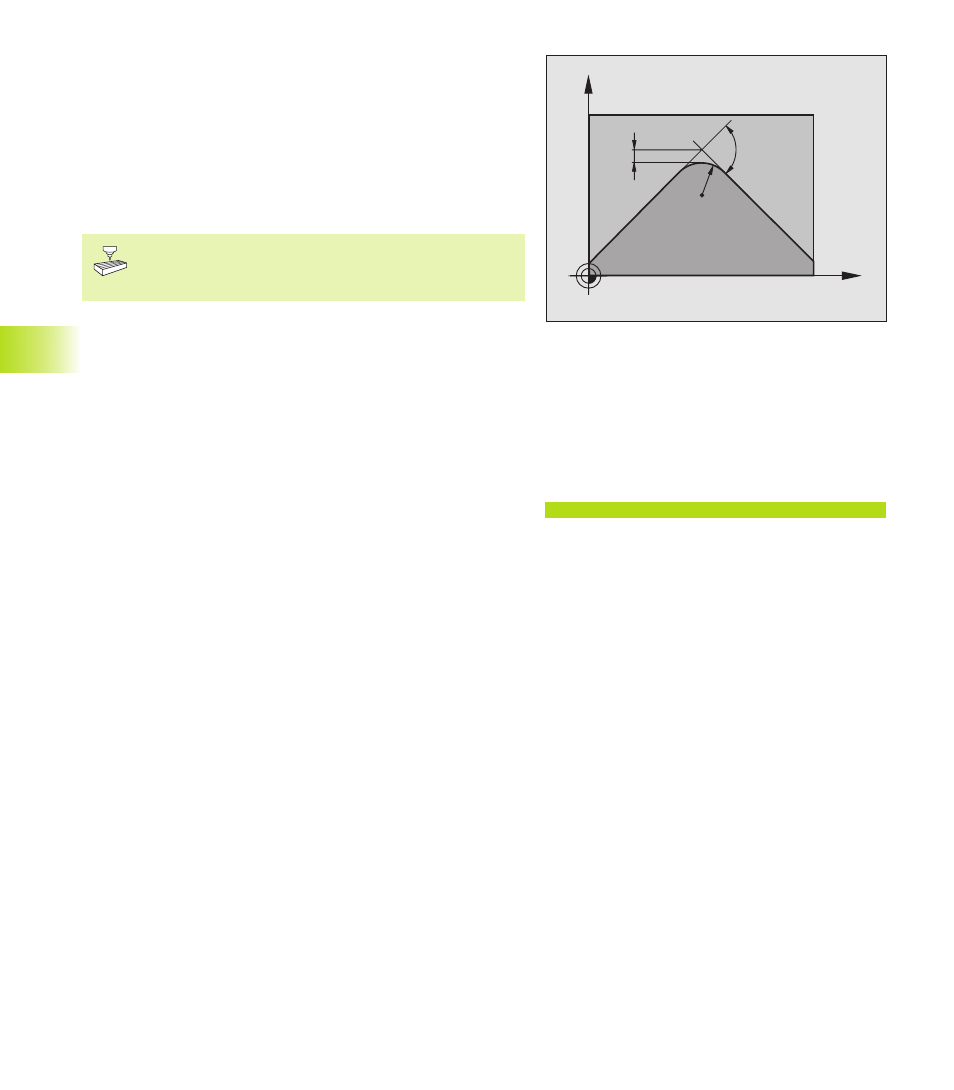
Post powanie z M112
TNC wł cza pomi dzy nieskorygowanymi prostymi odcinkami
półkola: patrz rysunek po prawej stronie. Na przejściach koło
prosta lub prosta koło TNC doł cza tylko wtedy półkola, kiedy
M132 jest aktywna (patrz strona 121). Przy obliczaniu wł czanych
zaokr gleń TNC uwzgl dnia:
■
wprowadzone przy pomocy T dopuszczalne odchylenie
programowanego konturu (jeśli nie zostanie wprowadzone
dopuszczalne odchylenie, obowi zuj uprzednio wprowadzone
dane w ”nieskończoność”)
■
długość obydwu prostych odcinków, w punkcie przeci cia
których ma być doł czone zaokr glenie
■
programowany posuw (Override położenie 150%) i
przyśpieszenie kołowe (zostaje określone przez producenta
maszyn poprzez parametry maszyny)
Na podstawie tych wartości TNC oblicza zaokr glenie z
najmniejszym możliwym promieniem. Jeśli posuw na torze
kształtowym przy zdejmowaniu materiału jest zbyt duży dla
obliczonego zaokr glenia, TNC redukuje posuw automatycznie.
Dopuszczalne odchylenie T powinno być mniejsze niż stosowany
odst p punktowy.
K t graniczny A
Jeśli zostaje wprowadzony k t graniczny A, to TNC uwzgl dnia przy
obliczaniu zaokr glenia programowany posuw tylko wtedy, kiedy
k t zmiany kierunku jest wi kszy niż programowany k t graniczny.
M112 wprowadzić w zapisie pozycjonowania
Jeśli do zapisu pozycjonowania zostaje wprowadzony M112, to TNC
dalej prowadzi dialog i zapytuje o dopuszczalne odchylenie T i k t
graniczny A.
T można określić także poprzez Q parametry. Patrz ”10.
Programowanie: Q parametry”
X
Y
T
A
R
7.4 Funkcje dodatkowe dla zachowania si narzdzia na torze kształtowym
Działanie
M112 działa przy pracy z wst pnym wysterowaniem
pr dkości i przy pracy z opóźnieniem.
M112 zadziała na pocz tku bloku.
Anulować działanie: wprowadzić M113
NC zapis przykładowy
L X+123.723 Y+25.491 R0 M112 T0.01 A10