5 slcykle, Dane konturu (cykl 20) – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 184
171
TNC 426 firmy HEIDENHAIN
Powierzchnia ”ci cia”
Powierzchnia przykryta zarówno przez A jak i przez B ma zostać
obrobiona. (Po prostu przykryte powierzchnie maj pozostać
nieobrobione).
■
A i B musz być wybraniami.
■
A rozpoczynać si wewn trz B.
Powierzchnia A:
15 LBL 1
16 L X+60 Y+50 RR
17 CC X+35 Y+50
18 C X+60 Y+50 DR
19 LBL 0
Powierzchnia B:
20 LBL 2
21 L X+90 Y+50 RR
22 CC X+65 Y+50
23 C X+90 Y+50 DR
24 LBL 0
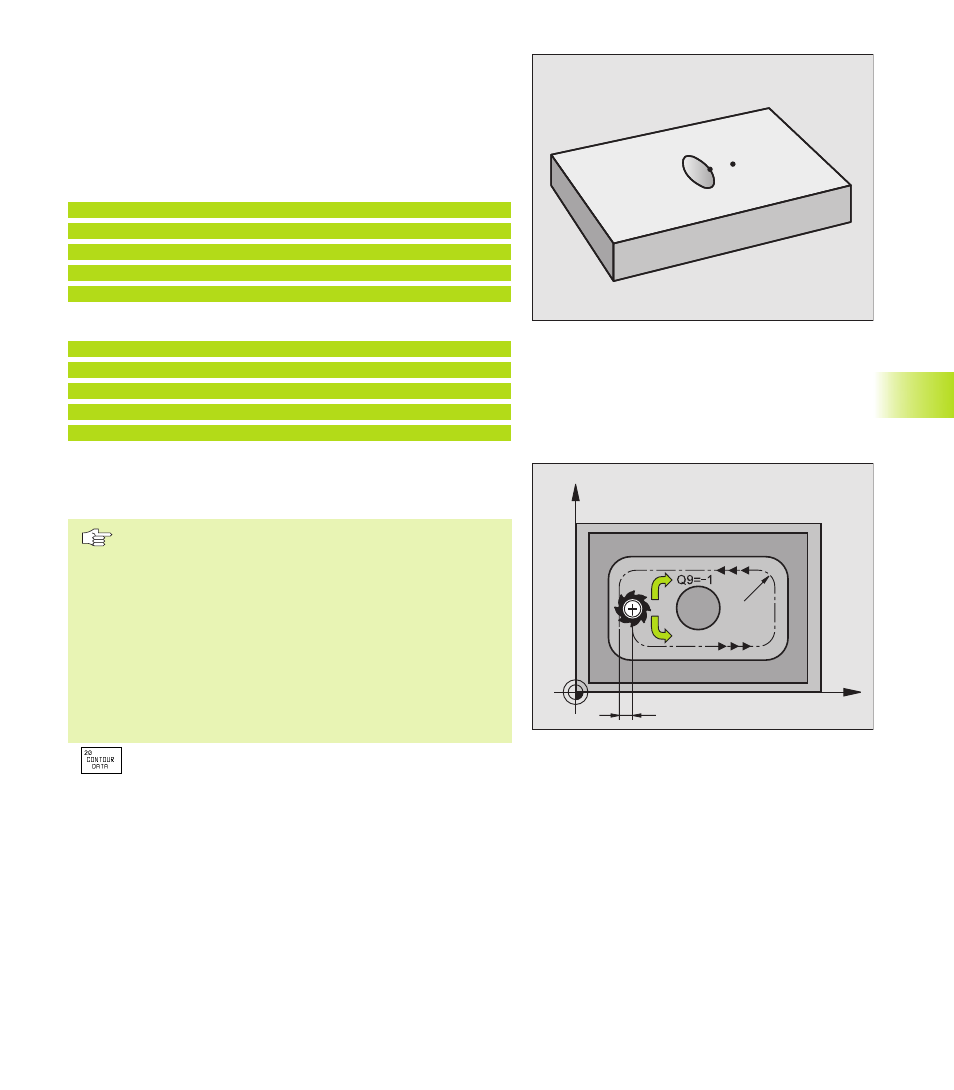
DANE KONTURU (cykl 20)
W cyklu 20 podaje si informacje dotycz ce obróbki dla
podprogamów z konturami cz ściowymi (wycinkowymi).
Prosz uwzgl dnić przed rozpocz ciem
programowania
Cykl 20 jest DEF aktywny, to znaczy cykl 20 jest aktywny
w programie obróbki od momentu jego zdefiniowania.
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy.
Podane w cyklu 20 informacje o obróbce obowi zuj dla
cykli 21 do 24.
Jeśli SL cykle s używane w programach z Q
parametrami, nie wolno parametrów Q1 do Q19
zastosować jako parametrów programu.
ú
GŁ BOKOŚĆ FREZOWANIA Q1 (przyrostowo):
odst p pomi dzy powierzchni obrabianego
przedmiotu i dnem wybrania.
ú
WSPÓŁCZYNNIK NAKŁADANIA SI TORU Q2: Q2 x
promień narz dzia daj wartość bocznego dosuwu k.
ú
NADDATEK NA OBR.WYK. BOCZN Q3
(przyrostowo): naddatek na obróbk wykańczaj c
na płaszczyźnie obróbki.
ú
NADDATEK NA OBR. WYK. DNA Q4 (przyrostowo):
naddatek dla GŁ BOKOŚCI.
ú
WSPÓŁRZ DNA POWIERZCHNI DETALU Q5
(bezwzgl dna): bezwzgl dna współrz dna
powierzchni obrabianego przedmiotu
8.5 SLcykle
X
Y
k
Q9=+1
Q8
A
B