5 slcykle – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 189
8 Programowanie: Cykle
176
Podprogram zawiera współrz dne w jednej osi k towej
(np. C osi) i w osi, która przebiega do niej równolegle (np. osi
wrzeciona). Jako funkcje toru znajduj si do dyspozycji L, CHF,
CR, RND.
Dane w osi k towej można wprowadzać do wyboru w stopniach lub
w mm (cale) (prosz ustalić w definicji cyklu).
Prosz uwzgl dnić przed rozpocz ciem
programowania
Pami ć dla SL cyklu jest ograniczona. W jednym SL
cyklu można zaprogramować np. maksymalnie 128
bloków prostych.
Znak liczby parametru GŁ BOKOŚĆ określa kierunek
pracy.
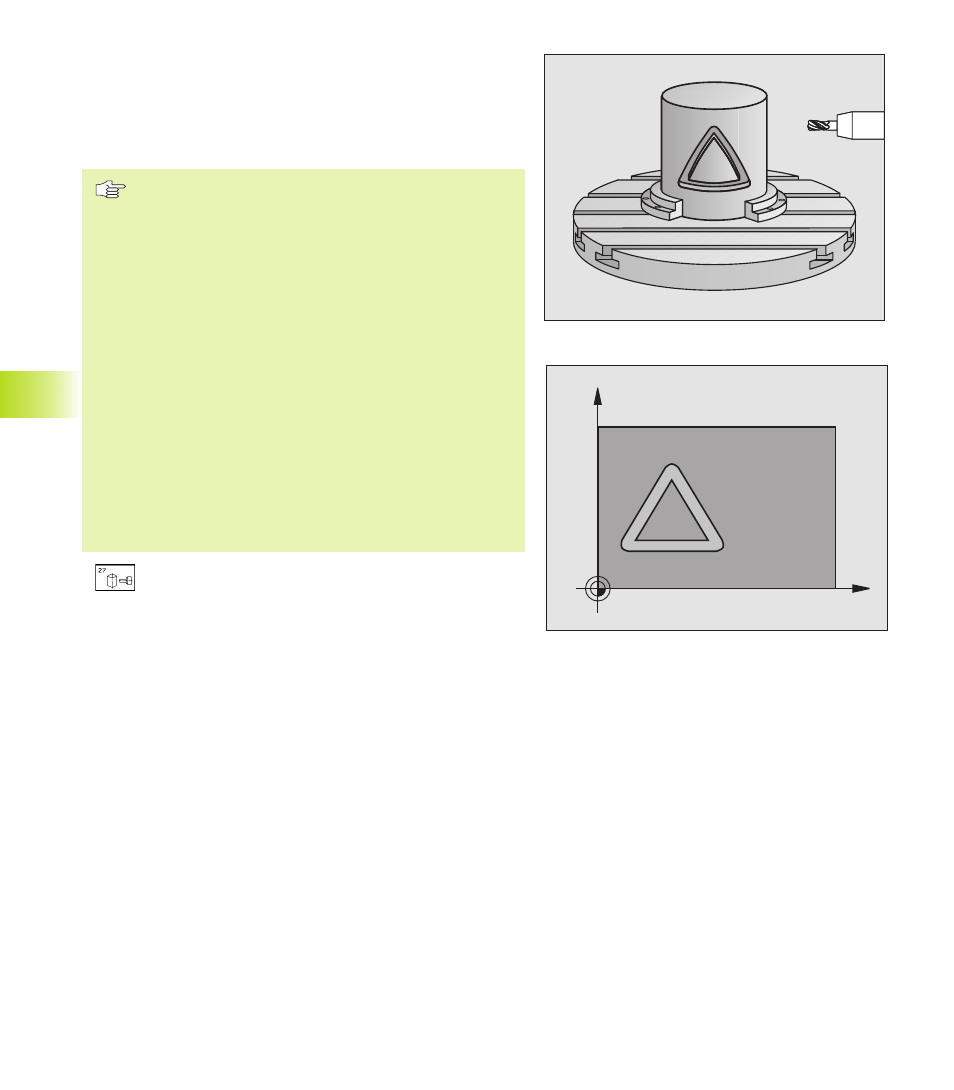
Używać frezu z tn cym przez środek z bem czołowym
(DIN 844).
Cylinder musi być zamocowany na środku stołu
obrotowego.
Oś wrzeciona musi przebiegać prostopadle do osi stołu
obrotowego. Jeśli tak nie jest, TNC wydaje meldunek o
bł dach.
Pozycjonować wst pnie narz dzie w osi X (w osi
wrzeciona Y) przed wywołaniem cyklu na środku stołu
okr głego
Cykl 27 można wykonywać także przy poczylonej
płaszczyźnie obróbki.
ú
GŁ BOKOŚĆ FREZOWANIA Q1 (przyrostowo):
odst p pomi dzy osłon cylindra i dnem konturu
ú
NADDATEK NA OBR. NA GOT. Q3 (przyrostowo):
naddatek na płaszczyźnie rozwini cia osłony;
naddatek działa w kierunku korekcji promienia
ú
BEZPIECZNA WYSOKOŚĆ Q6 (przyrostowo): odst p
pomi dzy powierzchni czołow narz dzia i
powierzchni osłony cylindra
ú
GŁ BOKOŚĆ DOSUWU Q10 (inkrementalnie):
wymiar, o jaki narz dzie zostaje każdorazowo
dosuni te
ú
POSUW DOSUWU NA GŁ BOKOŚĆ Q11: posuw przy
ruchach przemieszczania w osi wrzeciona
ú
POSUW FREZOWANIA Q12: posuw przy ruchach
przesuwania narz dzia na płaszczyźnie obróbki
ú
PROMIEŃ CYLINDRA Q16: promień cylindra, na
którym ma być obrabiany kontur
ú
RODZAJ WYMIAROWANIA ? STOPNIE=0 MM/CAL=1
Q17: współrz dne osi obrotu zaprogramować w
podprogramie w stopniach lub mm (cale)
C
Z
8.5 SLcykle