HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 275
12 3D sondy pomiarowe impulsowe
262
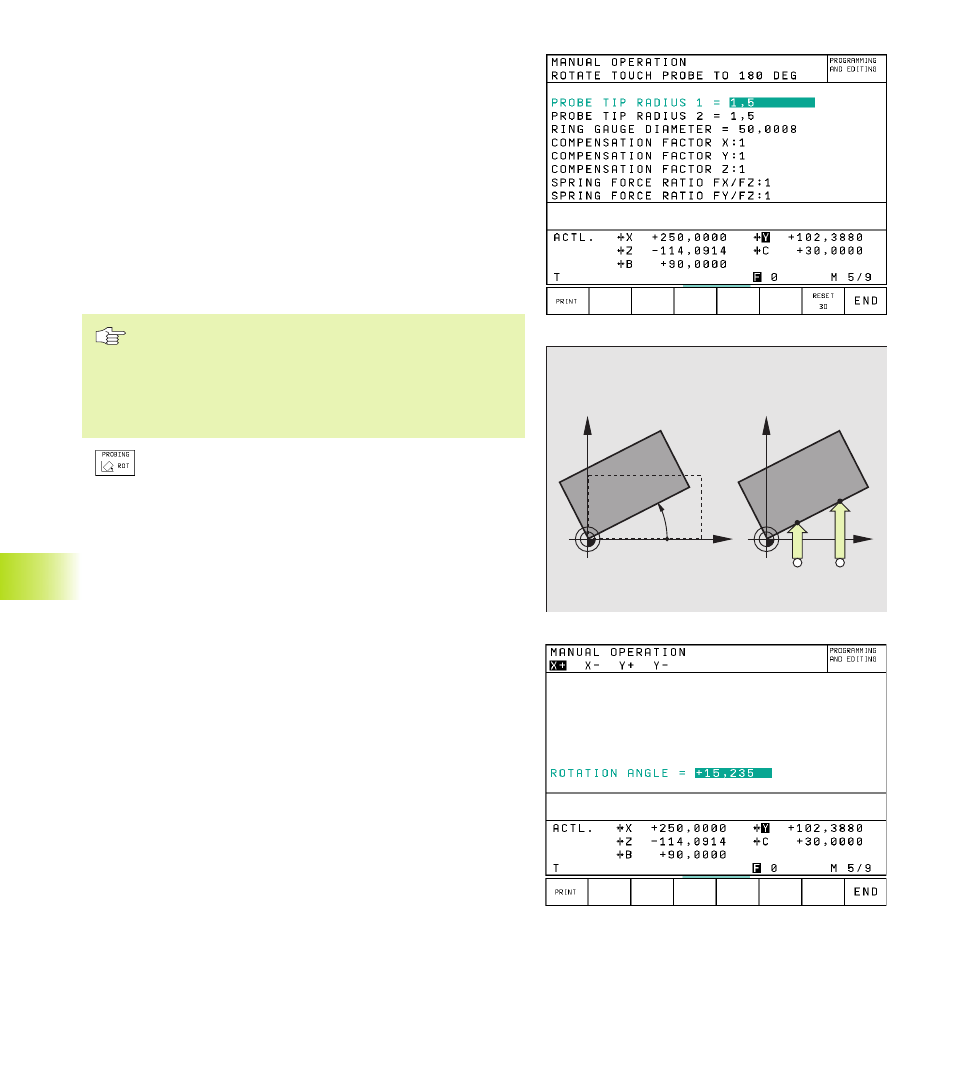
Wyświetlić wartości kalibrowania
Współczynniki korekcji i relacje siłowe zostaj wprowadzone do
pami ci TNC i uwzgl dnione w późniejszych zastosowaniach
mierz cej sondy pomiarowej.
Prosz nacisn ć Softkey 3D CAL, aby wyświetlić zapami tane
wartości.
Krzywe położenie przedmiotu kompensować
Krzywe zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez ”obrót podstawowy”.
W tym celu ustawia TNC k t obrotu do k ta, który ma ograniczać
powierzchnia przedmiotu z osi odniesienia k ta płaszczyzny
obróbki. Patrz rysunek po prawej stronie na środku.
Wybierać kierunek pomiaru krzywego położenia
przedmiotu zawsze prostopadle do osi odniesienia k ta.
Ażeby obrót podstawowy w przebiegu programu został
zawsze prawidłowo wyliczony, należy w pierwszy bloku
przemieszczenia zaprogramować obydwie współrz dne
płaszczyzny obróbki.
ú
Wybrać funkcj pomiaru sond : nacisn ć Softkey
PRÓBA OBR.
ú
Pozycjonować sond w pobliżu pierwszego punktu
pomiarowego
ú
Kierunek pomiaru sond wybrać prostopadły do osi
odniesienia k ta: wybrać oś przy pomocy przycisku
ze strzałk
ú
Dokonać pomiaru: nacisn ć zewn trzny przycisk
START
ú
Pozycjonować sond w pobliżu drugiego punktu
pomiarowego
ú
Dokonać pomiaru: nacisn ć zewn trzny przycisk
START
TNC zapami tuje obrót podstawowy z zabezpieczeniem od przerw
w dopływie pr du. Obrót podstawowy działa dla wszystkich
nast pnych przebiegów programu.
Wyświetlić obrót podstawowy
K t obrotu podstawowego znajduje si po ponownym wyborze
PRÓBY OBR. we wskazaniu k ta obrotu. TNC wyświetla k t obrotu
także w dodatkowym wskazaniu stanu (STAN POZ.)
W wyświetlaczu stanu zostaje wyświetlony symbol obrotu
podstawowego, jeśli TNC przesunie osi maszyny odpowiednio z
obrotem podstawowym.
12.1 Cykle pomiarów sond w r
odzajach pracy OBSŁUGA RCZNA I EL. KÓŁK
O RCZNE
X
Y
PA
X
Y
A
B