1 proste sposoby obróbki programować i odpracować – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 35
22
3.1 Pr
oste sposoby obróbki pr
ogramować i odpracować
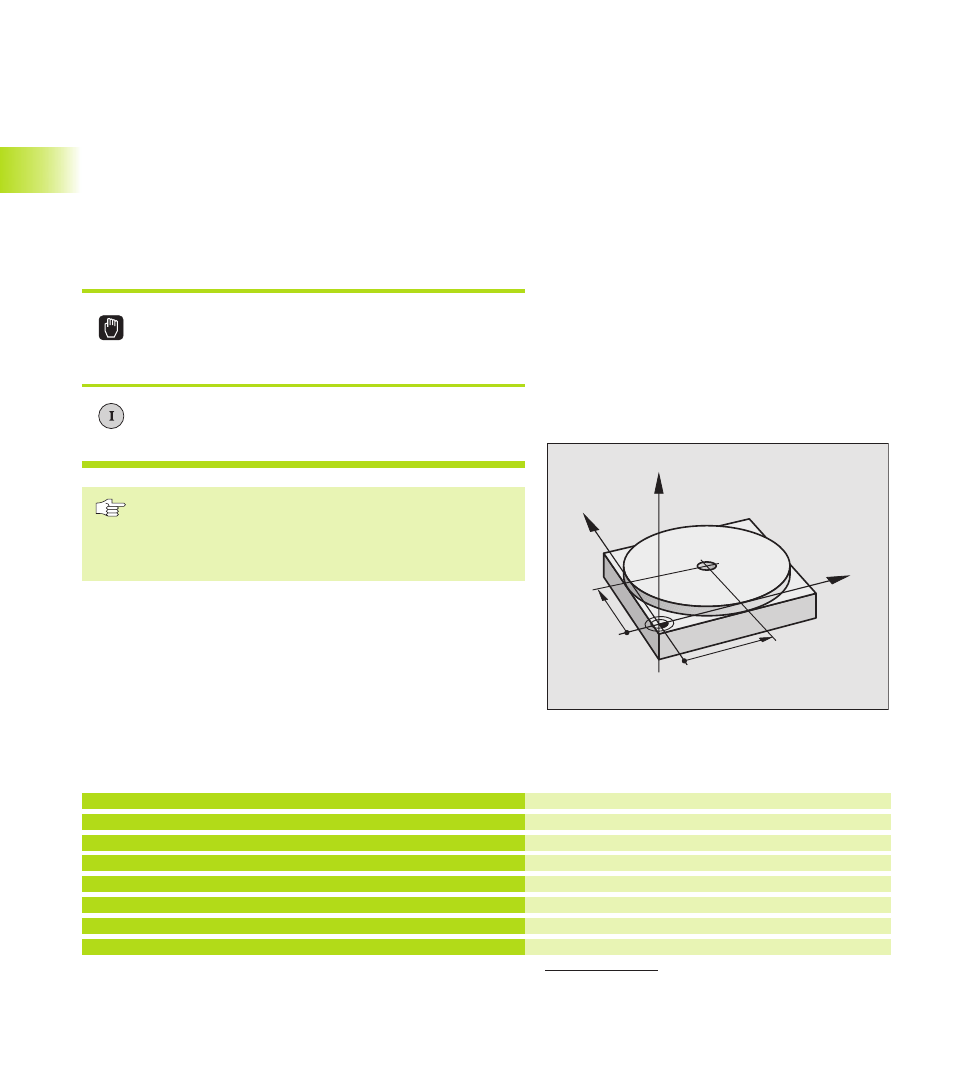
Y
X
Z
50
50
3 Ustalenie położenia z r cznym wprowadzeniem danych
Wkz = narz dzie
3.1 Proste sposoby obróbki
programować i odpracować
Dla prostej obróbki lub dla wst pnego ustalenia położenia
narz dzia nadaje si rodzaj pracy POZYCJONOWANIE Z
R CZNYM WPROWADZENIEM DANYCH. W tym przypadku można
wprowadzić krótki program w formacie tekstu otwartego firmy
HEIDENHAIN lub zgodnie z DIN/ISO i nast pnie bezpośrednio
wł czyć wypełnianie. Można także wywołać cykle TNC. Ten
program zostanie wprowadzony w pami ć w pliku SMDI. Przy
USTALENIU POŁOŻENIA Z R CZNYM WPROWADZENIEM
DANYCH można aktywować dodatkowe wskazanie stanu.
Wybrać rodzaj pracy POZYCJONOWANIE Z
R CZNYM WPROWADZENIEM DANYCH
Plik $MDI dowolnie programować
Rozpocz ć przebieg programu: zewn trzny
przycisk START
Ograniczenia: Swobodne Programowanie Konturu SK
(niem.FK), grafiki programowania i grafiki przebiegu
programu nie znajduj si w dyspozycji. Plik $MDI nie
może zawierać zespołu wywoływania programu (PGM
CALL)
Przykład 1
Na pojedyńczym przedmiocie ma być wykonany otwór okr gły o
gł bokości 20 mm. Po umocowaniu przedmiotu, wyregulowaniu i
wyznaczeniu punktów odniesienia, można wykonanie tego otworu
programować kilkoma wierszami programu i wypełnić.
Najpierw ustala si wst pne położenie narz dzia przy pomocy L
bloku (prostymi) nad obrabianym przedmiotem i z odst pem
bezpieczeństwa 5 mm nad wierconym otworem. Nast pnie
wykonuje si otwór przy pomocy cyklu 1 WIERCENIE GŁ BOKICH
OTWORÓW.
0 BEGIN PGM $MDI MM
1 TOOL DEF 1 L+0 R+5
2 TOOL CALL 1 Z S2000
3 L Z+200 R0 F MAX
4 L X+50 Y+50 R0 F MAX M3
5 L Z+5 F2000
Narz. zdefiniować: narz dzie zerowe, promień 5
Narz. wywołać: oś narz dzia Z,
Pr dkość obrotowa wrzeciona 2000 Obr/min
Narz. przemieścić (F MAX = bieg szybki)
Narz. z FMAX pozycjonować nad odwiertem,
wł czyć wrzeciono
Narz. pozycjonować 5 mm nad odwiertem