HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 132
119
TNC 426 firmy HEIDENHAIN
7.4 Funkcje dodatkowe dla
zachowania si narz dzia na torze
kształtowym
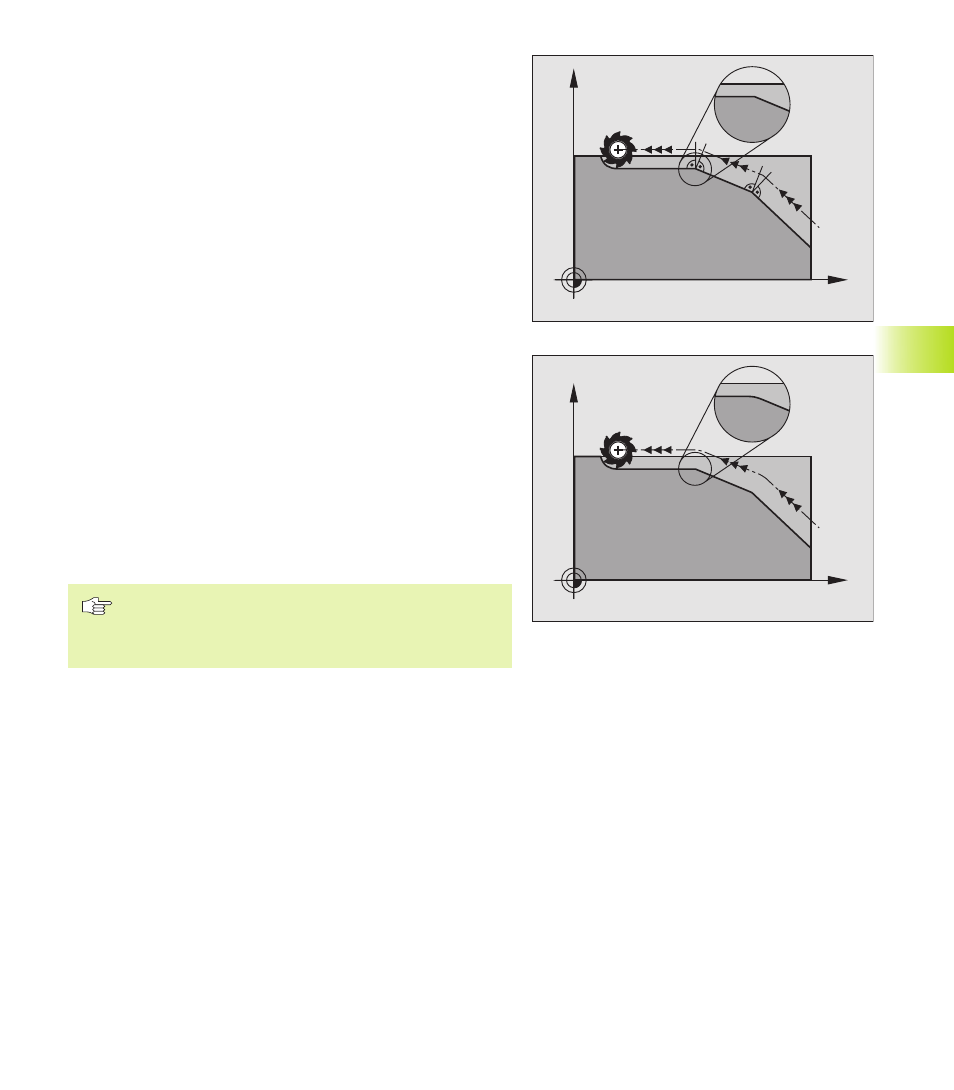
Ścieranie naroży: M90
Post powanie standardowe
Przy blokach pozycjonowania bez korekcji promienia narz dzia
TNC zatrzymuje na krótko narz dzie przy narożach (zatrzymanie
dokładnościowe).
Przy blokach programowych z korekcj promienia (RR/RL) TNC
doł cza przy narożach zewn trznych automatycznie okr g
przejściowy.
Post powanie z M90
Narz dzie jest prowadzone na narożnych przejściach ze stał
pr dkości torow : naroża ścieraj si i powierzchnia obrabianego
przedmiotu jest gładsza. Dodatkowo skraca si czas obróbki. Patrz
rysunek po prawej stronie na środku.
Przykład zastosowania: powierzchnie składaj ce si z krótkich
prostych odcinków.
Działanie
M90 działa tylko w tym zapisie programu, w którym M90 jest
zaprogramowana.
M90 zadziała na pocz tku zapisu. Praca z odst pem nośnym
(odst p stanowi cy różnic pomi dzy pozycj rzeczywist i zadan
narz dzia w danym momencie) musi być wybrana.
Niezależnie od M90 może poprzez MP7460 zostać
określona wartość graniczna, do której przemieszczenie
narz dzia nast puje ze stał pr dkości torow (przy
pracy z odst pem nośnym i wysterowaniem wst pnym).
X
Y
X
Y
7.4 Funkcje dodatkowe dla zachowania si narzdzia na torze kształtowym