3 cykle dla fr ezowania wybrania, czopów i r owków – HEIDENHAIN TNC 426 (280 462) Instrukcja Obsługi
Strona 171
8 Programowanie: Cykle
158
ú
ZAKRES OBRÓBKI (0/1/2) Q215: określić zakres
obróbki:
0:obróbka zgrubna i wykańczaj ca
1: tylko obróbka zgrubna
2: tylko obróbka wykańczaj ca
ú
WPÓŁRZ. POWIERZCHNI DETALU Q203
(bezwzgl dna): współrz dna powierzchni
obrabianego przedmiotu
ú
2 GA BEZPIECZNA WYSOKOŚĆ Q204 (przyrostowo):
Z współrz dna, na której nie może dojść do kolizji
pomi dzy narz dziem i przedmiotem (mocowadłem)
ú
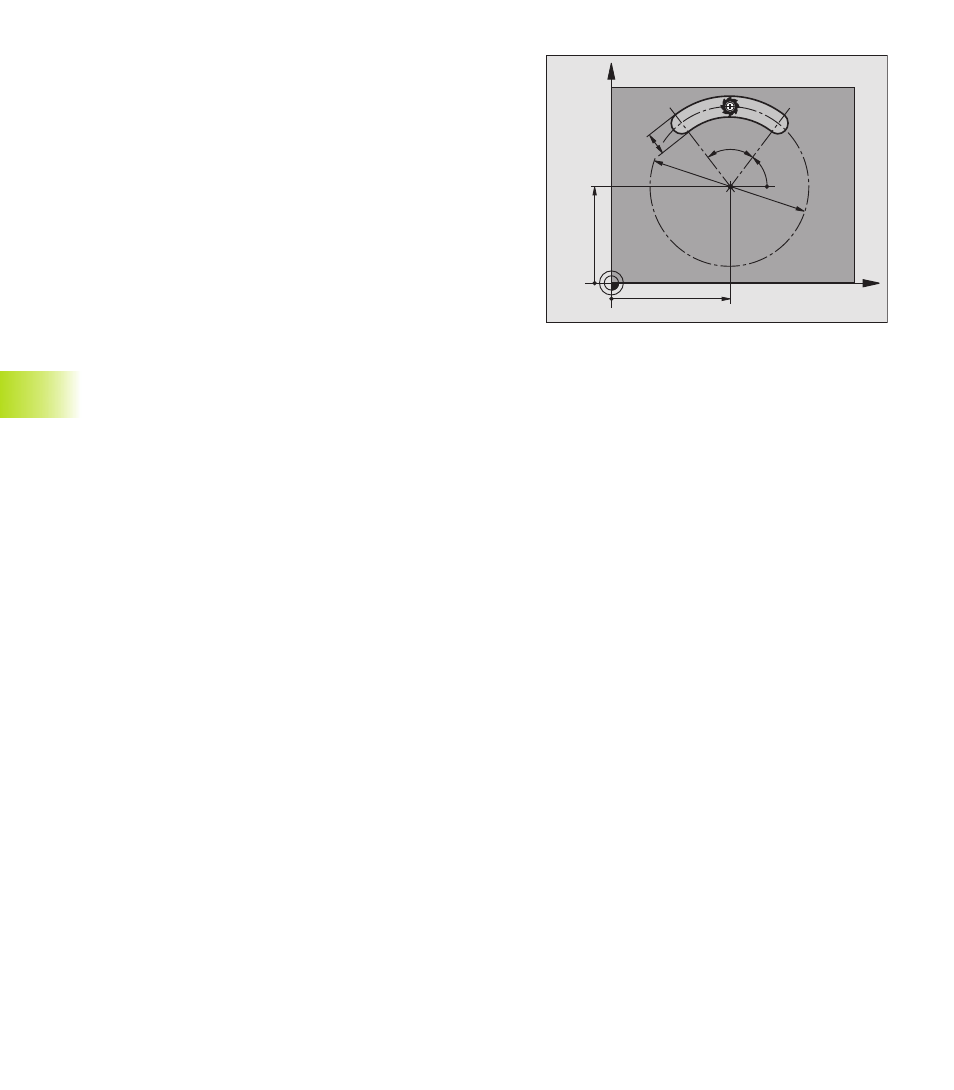
ŚRODEK 1 SZEJ OSI Q216 (bezwzgl dna): środek
rowka osi głównej płaszczyzny obróbki
ú
ŚRODEK 2 GIEJ OSI Q217 (bezwzgl dna): środek osi
pomocniczej płaszczyzny obróbki
ú
ŚREDNICY WYCINKA KOŁA Q244: wprowadzić
średnic wycinka koła
ú
DŁUGOŚĆ 2 GIEJ STRONY Q219: wprowadzić
szerokość rowka; jeśli szerokość rowka zostanie
wprowadzona o wartości równej średnicy narz dzia,
to TNC dokonuje tylko obróbki zgrubnej (frezowania
rowka podłużnego)
ú
K T STARTU Q245 (bezwzgl dny): wprowadzić k t
biegunowy punktu startu
ú
K T ROZWARCIA ROWKA Q248 (przyrostowy):
wprowadzić k t rozwarcia rowka
8.3 Cykle dla fr
ezowania wybrania, czopów i r
owków
X
Y
Q217
Q216
Q248
Q245
Q219
Q244