5 units – wiercenie oś c – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 92
92
smart.Turn Units
2.5 Units – wiercenie oś C
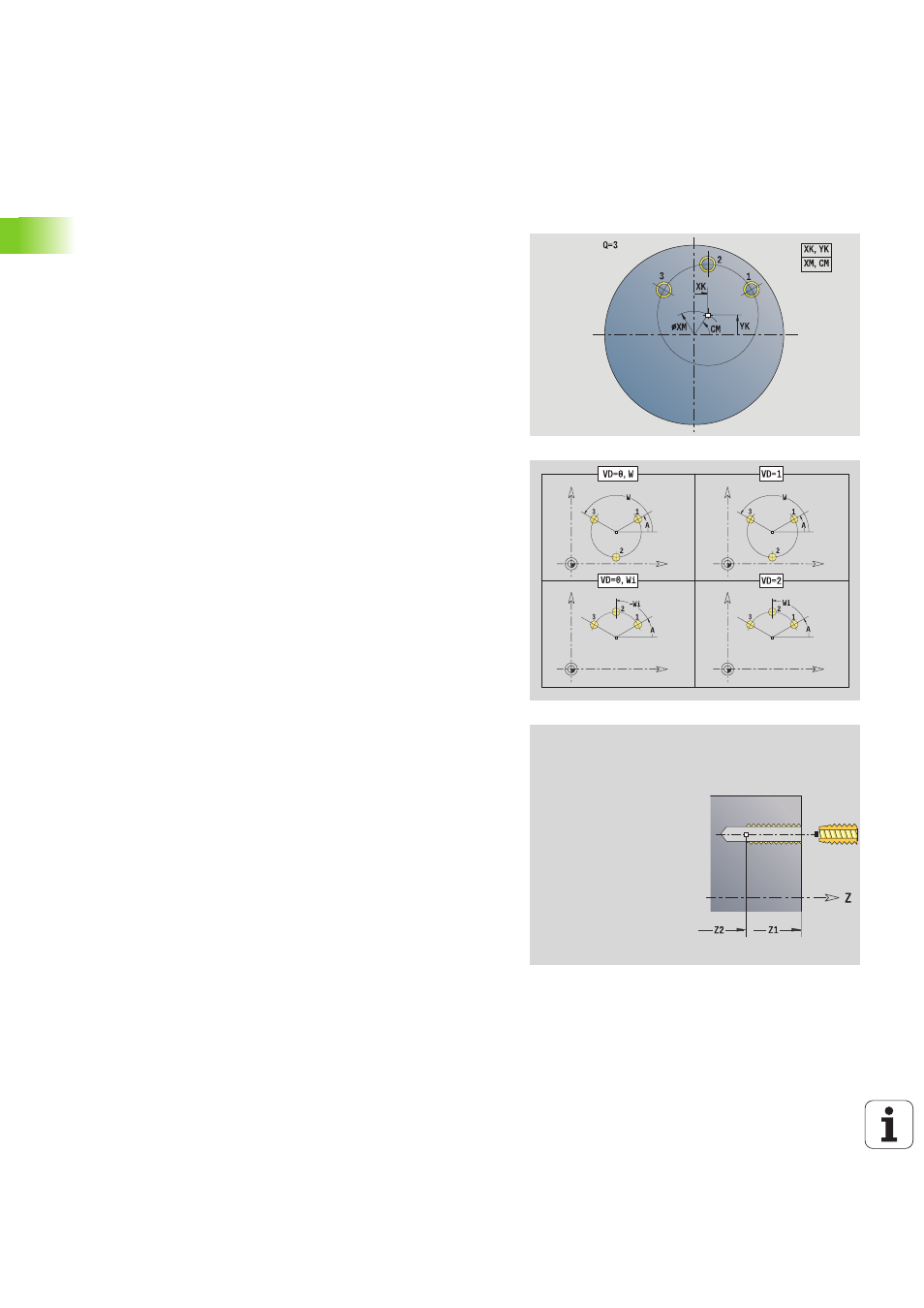
Unit „wzór otworów gwintowanych kołowo
powierzchnia czołowa“
Unit wytwarza kołowy wzór otworów gwintowanych na powierzchni
czołowej.
Nazwa Unit: G73_Koł_Czoło_C / cykl: G73 (patrz strona 327)
Używać długości wyciągania: dla tuleji zaciskowych z
kompensowaniem długości. Cykl oblicza na podstawie głębokości
gwintu, zaprogramowanego skoku i długości wyciągania nowy
nominalny skok. Nominalny skok jest nieco mniejszy niż skok
gwintownika. Przy wytwarzaniu gwintu, wiertło zostaje wysunięte z
uchwytu mocującego o długość wyciągania. Za pomocą tej metody
osiąga się lepszy czas żywotności w przypadku gwintowników.
Dostęp do bazy danych technologicznych:
Rodzaj obróbki: gwintowanie
przynależne parametry: S
Formularz wzoru
Q
Liczba odwiertów
XM, CM Srodek biegunowo
XK, YK
Srodek kartezjański
A
Kąt początkowy
Wi
Przyrost kąta
K
Srednica wzoru
W
Kąt końcowy
VD
Kierunek obiegu (standard: 0)
VD=0, bez W: podział koła pełnego
VD=0, z W: podział na dłuższym łuku kołowym
VD=0, z Wi: znak liczby Wi określa kierunek (Wi<0:
zgodnie z ruchem wskazówek zegara)
VD=1, z W: zgodnie z ruchem wskazówek zegara
VD=1, z Wi: zgodnie z ruchem wskazówek zegara (znak
liczby Wi jest bez znaczenia)
VD=2, z W: przeciwnie do ruchu wskazówek zegara
VD=2, z Wi: przeciwnie do ruchu wskazówek zegara
(znak liczby Wi jest bez znaczenia)
Formularz cyklu
Z1
Punkt startu wiercenia
Z2
punkt koőcowy odwiertu
F1
Skok gwintu
B
Długość dobiegu
L
Długość wyciągania przy zastosowaniu tuleji zaciskowych
z kompensacją długości (default: 0)
SR
Prędkość obrotowa powrotu (default: prędkość obrotowa
gwintownika)
SP
Głębokość łamania wióra
SI
Odstęp powrotny
RB
Płaszczyzna powrotu (default: powrót do pozycji startu lub
na odstęp bezpieczeństwa)
Dalsze formularze: patrz strona 60