26 cykle frezowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 370
370
DIN-programowanie
4.26 Cykle frezowania
Parametry – frezowanie
A
Przebieg „frezowania“: A=0 (standard=0)
NF
Znacznik pozycji – referencja, z której cykl pobiera pozycje
nawiercania [1..127].
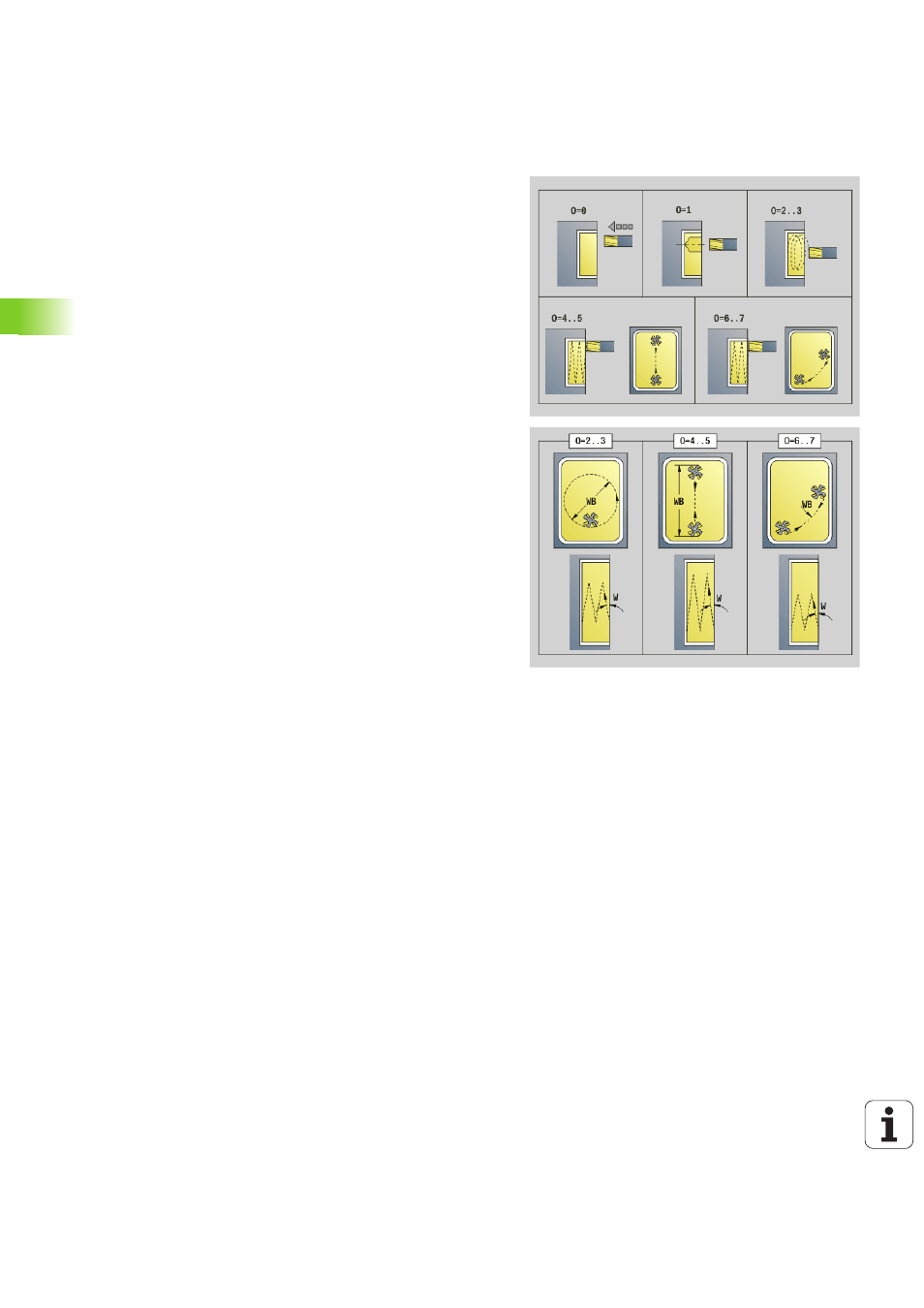
O
Zachowanie przy wcięciu w materiał (standard: 0)
O=0 (wcięcie prostopadle): cykl przemieszcza na punkt startu,
wcina w materiał z posuwem wcięcia i frezuje kieszeń.
O=1 (wcięcie na nawierconej pozycji):
„NF“ zaprogramowany: cykl pozycjonuje frez powyżej
pierwszej pozycji nawiercania, wcina w materiał i frezuje
pierwszą część. W odpowiednim przypadku cykl pozycjonuje
frez na następną pozycję nawiercania i dokonuje obróbki
następnej części, etc.
„NF“ nie zaprogramowany: cykl wcina się w materiał z
aktualnej pozycji i frezuje dany fragment. Jeśli to konieczne
proszę pozycjonować frez na następną pozycję nawiercania
i dokonać obróbki następnej części, etc.
O=2, 3 (wcięcie ruchem spiralnym): frez wchodzi w materiał
pod kątem „W“ i frezuje okręgi o średnicy „WB“. Kiedy zostanie
osiągnięta głębokość frezowania "P", cykl przechodzi do
frezowania planowego.
O=2 – manualnie: cykl wcina się w materiał z aktualnej
pozycji i dokonuje obróbki danego fragmentu, który
osiągalny jest z tej pozycji.
O=3 – automatycznie: cykl oblicza pozycję wcięcia w
materiał, wchodzi w materiał i dokonuje obróbki tego
fragmentu. Ruch wcięcia w materiał dobiega końca, jeśli to
możliwe, w punkcie startu pierwszego toru frezowania. Jeżeli
kieszeń składa się z kilku części, to cykl obrabia wszystkie
fragmenty po kolei.
O=4,5 (wcięcie ruchem wahadłowym, liniowo): frez wchodzi w
materiał pod kątem „W“ i frezuje liniowy tor o długości „WB“.
Kąt położenia definiuje się w „WE“. Następnie cykl frezuje ten
tor w odwrotnym kierunku. Kiedy zostanie osiągnięta
głębokość frezowania "P", cykl przechodzi do frezowania
planowego.
O=4 – manualnie: cykl wcina się w materiał z aktualnej
pozycji i dokonuje obróbki danego fragmentu, który
osiągalny jest z tej pozycji.
O=5 – automatycznie: cykl oblicza pozycję wcięcia w
materiał, wchodzi w materiał i dokonuje obróbki tego
fragmentu. Ruch wcięcia w materiał dobiega końca, jeśli to
możliwe, w punkcie startu pierwszego toru frezowania. Jeżeli
kieszeń składa się z kilku części, to cykl obrabia wszystkie
fragmenty po kolei. Pozycja wcięcia w materiał zostaje
określona w następujący sposób, w zależności od figury i
"Q":