24 obróbka stron y czołowej/tylnej, Liniowo strona czołowa/tylna g101 – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 341
HEIDENHAIN MANUALplus 620, CNC PILOT 640
341
4.24 Obróbka stron
y czołowej/tylnej
Liniowo strona czołowa/tylna G101
G101 przemieszcza liniowo z posuwem do "punktu końcowego".
Przykład: G101
. . .
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X110 Z2
N5 G100 XK50 YK0
N6 G1 Z-5
N7 G42 Q1
N8 G101 XK40 [liniowo strona czołowa]
N9 G101 YK30
N10 G103 XK30 YK40 R10
N11 G101 XK-30
N12 G103 XK-40 YK30 R10
N13 G101 YK-30
N14 G103 XK-30 YK-40 R10
N15 G101 XK30
N16 G103 XK40 YK-30 R10
N17 G101 YK0
N18 G100 XK110 G40
N19 G0 X120 Z50
N20 M15
. . .
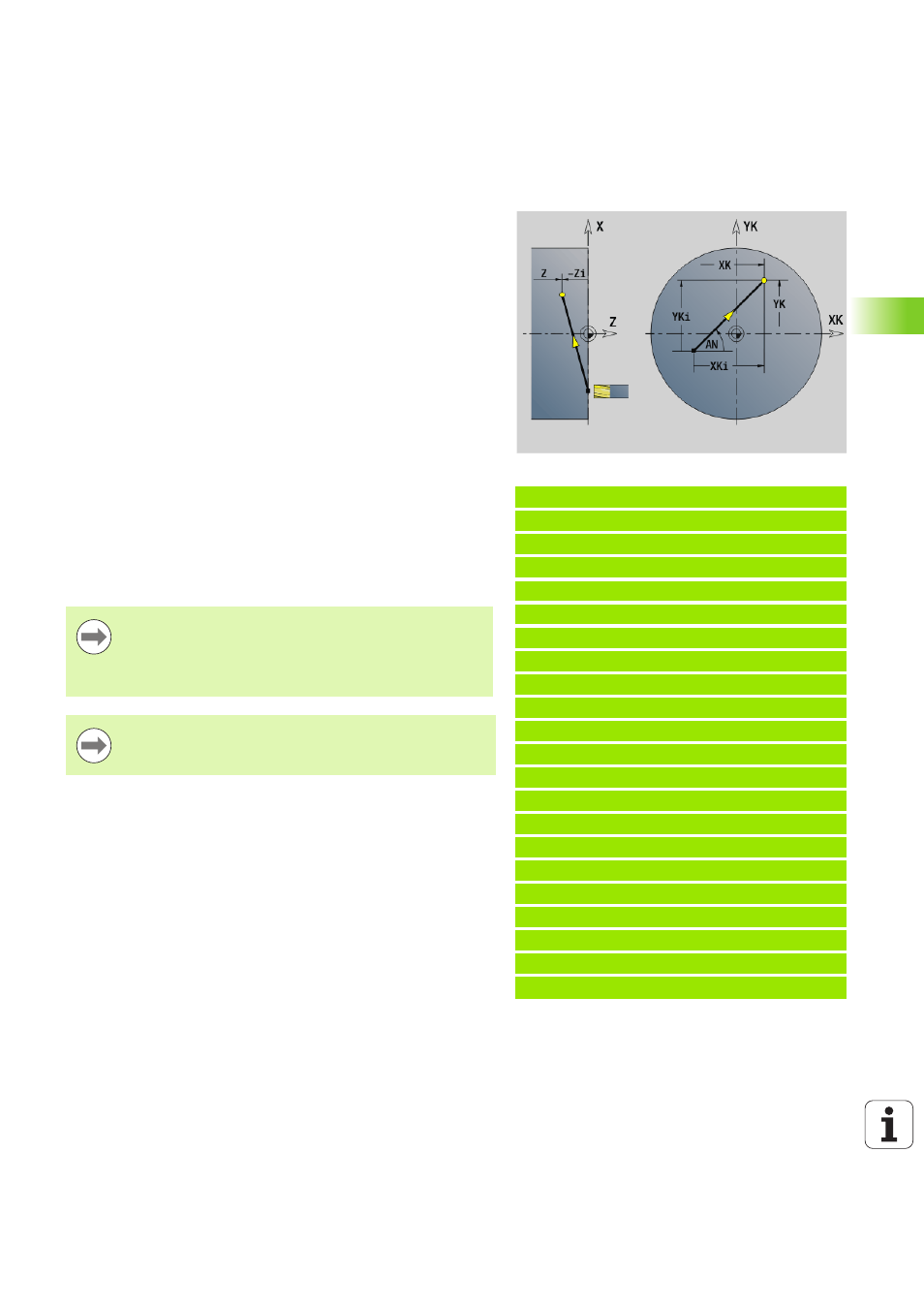
Parametry
X
Punkt końcowy (wymiar średnicy)
C
Kąt końcowy – kierunek kąta: patrz rysunek pomocniczy
XK
Punkt końcowy (kartezjańskie współrzędne)
YK
Punkt końcowy (kartezjańskie współrzędne)
Z
Punkt końcowy (default: aktualna pozycja Z)
Parametry dla opisu geometrii (G80)
AN
Kąt do dodatniej XK-osi
BR
Fazka/zaokrąglenie. Definiuje przejście do następnego
elementu konturu. Proszę zaprogramować teoretyczny punkt
końcowy, jeśli wykorzystujemy fazkę/zaokrąglenie.
Brak wpisu: przejście tangencjalne
BR=0: nie tangencjalne przejście
BR\>0: promień zaokrąglenia
BR<0: szerokość fazki
Q
Punkt przecięcia. Punkt końcowy, jeśli odcinek przecina łuk
kołowy (standard: 0):
Q=0: bliski punkt przecięcia
Q=1: oddalony punkt przecięcia
Programowanie:
X, C, XK, YK, Z: absolutnie, przyrostowo lub
samozachowawczo
Albo X–C lub XK–YK programować
Parametry AN, BR i Q mogą być używane tylko w opisie
geometrii, zamykanym z G80 i z przewidzianym dla cyklu.