Cykle obróbki, 1 programowanie w trybie din/iso – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 195
HEIDENHAIN MANUALplus 620, CNC PILOT 640
195
4.1 Programowanie w trybie DIN/ISO
Cykle obróbki
Firma HEIDENHAIN zaleca programowanie cyklu obróbki
następującymi etapami:
zmiana narzędzia
Dane skrawania
Pozycjonowanie narzędzia przed strefą obróbki
Definiowanie odstępu bezpieczeństwa
Wywołanie cyklu
Wyjście narzędzia z materiału
Najazd punktu zmiany narzędzia
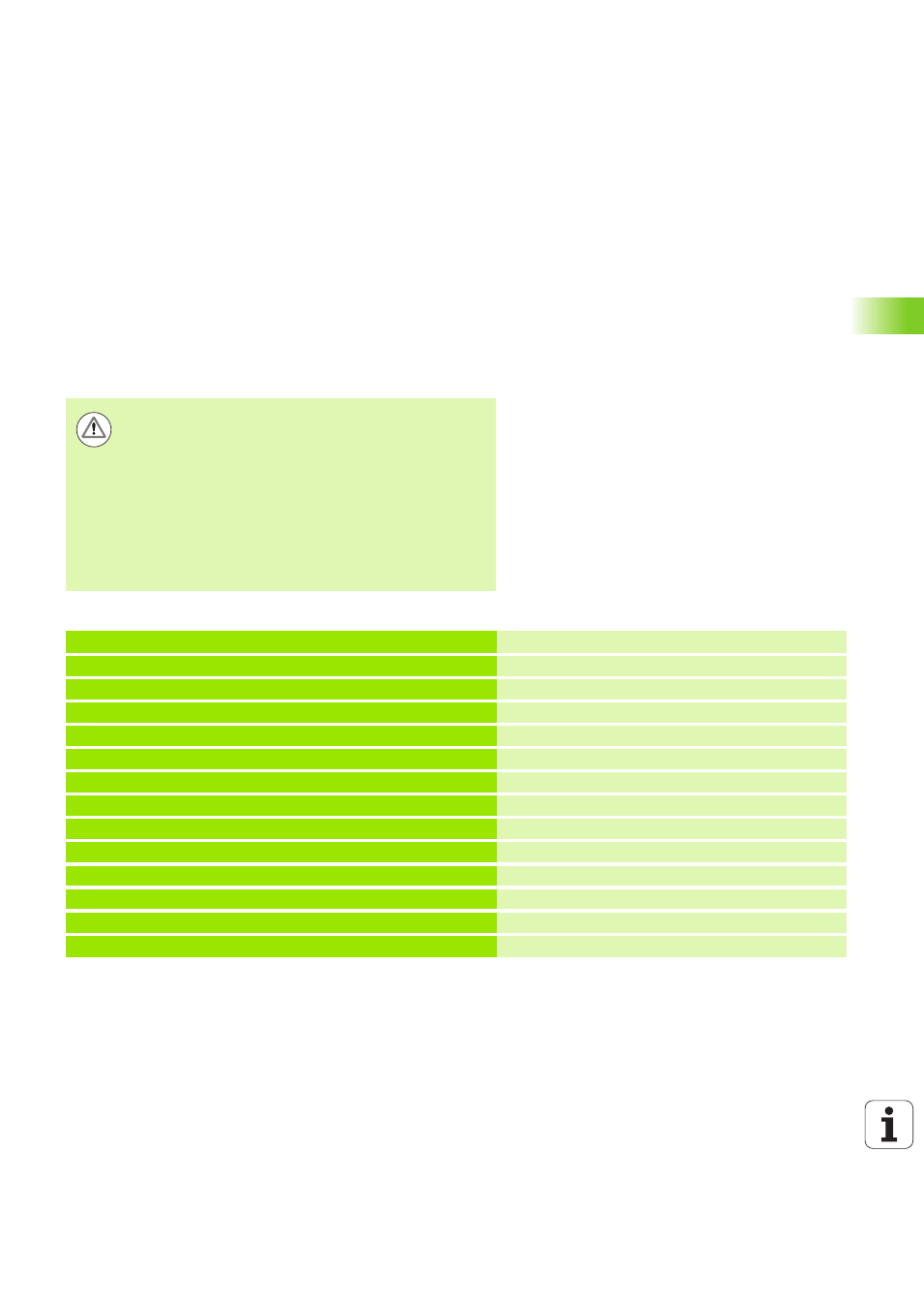
Typowa struktura cyklu obróbki
Uwaga niebezpieczenstwo kolizji!
Uwzględnić, jeśli w ramach optymalizowania
poszczególne kroki programowania cykli zostaną
pominięte:
Posuw specjalny pozostaje obowiązującym do
następnego polecenia posuwu (przykład: posuw obróbki
na gotowo w cyklach toczenia poprzecznego).
Niektóre cykle powracają diagonalnie do punktu startu,
jeśli wykorzystujemy programowanie standardowe
(przykład: cykle obróbki zgrubnej).
. . .
OBROBKA
N.. G59 Z..
Przesunięcie punktu zerowego
N.. G26 S..
Definiowanie ograniczenia prędkości obrotowej
N.. G14 Q..
Najazd punktu zmiany narzędzia
. . .
N.. T..
zmiana narzędzia
N.. G96 S.. G95 F.. M4
Definiowanie danych technologii
N.. G0 X.. Z..
Pozycjonowanie wstępne
N.. G47 P..
Definiowanie odstępu bezpieczeństwa
N.. G810 NS.. NE..
Wywołanie cyklu
N.. G0 X.. Z..
jeśli konieczne: swobodne przemieszczenie
N.. G14 Q0
Najazd punktu zmiany narzędzia
. . .