35 funkcje g ze starszych modeli sterowań – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 436
436
DIN-programowanie
4.35 Funkcje G ze starszych modeli sterowań
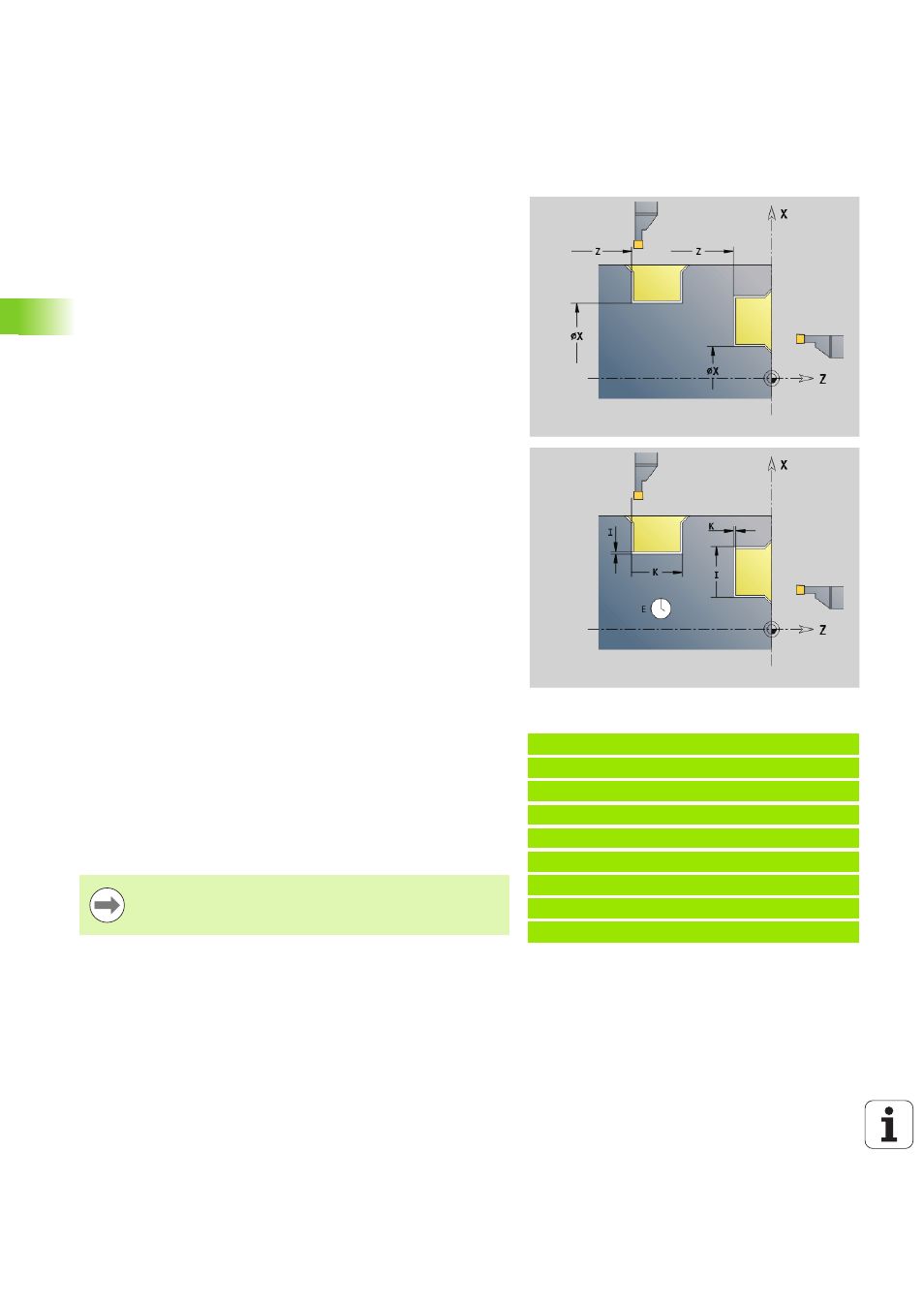
Podcięcie G86
G86 wytwarza proste radialne i osiowe wytoczenia z fazkami.
Sterowanie ustala radialne/osiowe lub wewnętrzne/zewnętrzne
podcięcia na podstawie "położenia narzędzia".
"Naddatek" zaprogramowany: najpierw podcięcie wstępne, potem
podcinanie na gotowo
G86 wytwarza fazki po bokach wytoczenia. Proszę odpowiednio
pozycjonować narzędzie przed nacięciem, jeśli nie chcemy
powstawania fazek. Obliczanie pozycji startu XS (wymiar średnicy):
Parametry
X
Punkt narożny dna (wymiar średnicy)
Z
Punkt naroży dna
I
Radialne nacięcie: naddatek
I\>0: naddatek (przecinanie wstępne i obróbka na gotowo)
I=0: bez obróbki na gotowo
Osiowe nacięcie: szerokość nacięcia
I\>0: szerokość nacięcia
brak danych: szerokość podcięcia = szerokość narzędzia
K
Radialne nacięcie: szerokość nacięcia
K\>0: szerokość nacięcia
brak danych: szerokość podcięcia = szerokość narzędzia
Osiowe nacięcie: naddatek
K\>0: naddatek (przecinanie wstępne i obróbka na gotowo)
K=0: bez obróbki na gotowo
E
Czas zatrzymania (czas wyjścia z materiału) - (default: okres
trwania jednego obrotu)
z naddatkiem na obróbkę na gotowo: tylko przy obróbce na
gotowo
bez naddatku na wykończenie: przy każdym nacięciu
Przykład: G86
. . .
N1 T30 G95 F0.15 G96 S200 M3
N2 G0 X62 Z2
N3 G86 X54 Z-30 I0.2 K7 E2 [radialnie]
N4 G14 Q0
N5 T38 G95 F0.15 G96 S200 M3
N6 G0 X120 Z1
N7 G86 X102 Z-4 I7 K0.2 E1 [osiowo]
. . .
XS = XK + 2 * (1,3 – b)
XK:
średnica konturu
b:
szerokość fazki
Korekcja promienia ostrza zostaje przeprowadzona.
Naddatki nie zostają przeliczane.