3 elementy podstawowe konturu toczenia, Punkt startu konturu toczenia g0–geo, Atrybuty obróbki dla elementów formy – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 201: Icp(patrz „elementy podstawowe, Konturu toczenia” na stronie 201)
HEIDENHAIN MANUALplus 620, CNC PILOT 640
201
4.3 Elem
enty podstawo
we konturu toczenia
4.3 Elementy podstawowe konturu
toczenia
Punkt startu konturu toczenia G0–Geo
G0 definiuje punkt początkowy konturu toczenia.
Atrybuty obróbki dla elementów formy
Wszystkie elementy podstawowe konturu toczenia zawierają element
formy fazka/zaokrąglenie BR. Dla tego elementu formy jak i dla
wszystkich innych elementów formy (podcięcia i podtoczenia) można
definiować atrybuty obróbki.
Przykład: G0-Geo
. . .
CZESC GOTOWA
N2 G0 X30 Z0 [punkt startu konturu]
N3 G1 X50 BR-2
N4 G1 Z-40
N5 G1 X65
N6 G1 Z-70
. . .
Parametry
X
Punkt początkowy konturu (wymiar średnicy)
Z
Punkt początkowy konturu
PZ Punkt początkowy konturu (promień biegunowy)
W Punkt początkowy konturu (kąt biegunowy)
Parametry
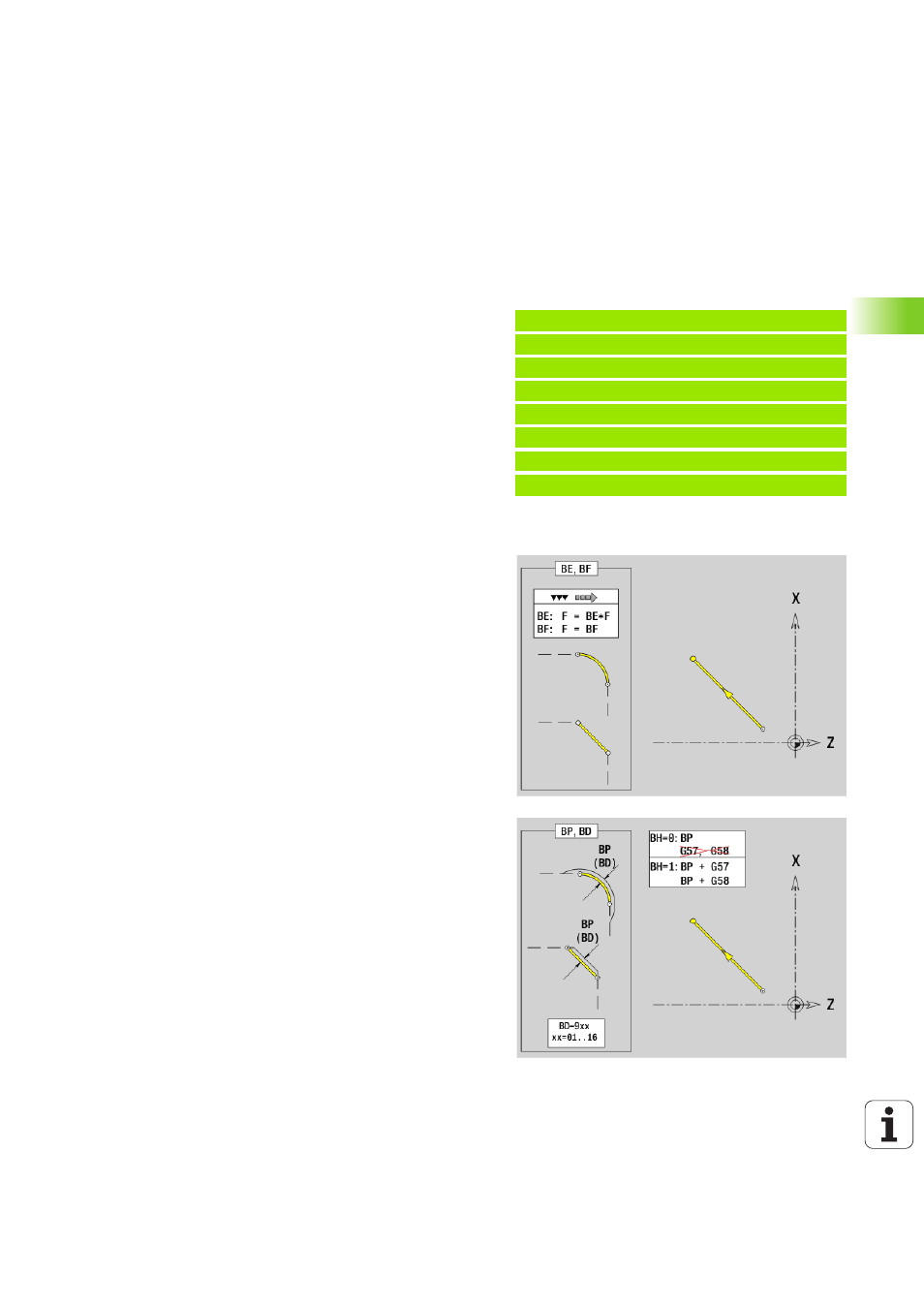
BE Współczynnik specjalnego posuwu dla fazki/zaokrąglenia przy
cyklu obróbki na gotowo (standard: 1)
Posuw specjalny = aktywny posuw * BE
BF Posuw specjalny dla fazki/zaokrąglenia przy cyklu obróbki na
gotowo (standard: brak posuwu specjalnego)
BD Addytywny numer korekcji dla fazki/zaokrąglenia (901-916)
BP Równoodległy naddatek (w stałej odległości) dla fazki/
zaokrąglenia
BH Rodzaj naddatku dla fazki/zaokrąglenia.
0: absolutny naddatek
1: addytywny naddatek