Podcięcie g860, Ry o oraz u (patrz, Podcięcie g860” na stronie 282) – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 282: Patrz, Podcięcie g860” na stronie 282) (p, 17 cykle toczenia związane z przebiegiem konturu
282
DIN-programowanie
4.17 Cykle toczenia
związane z przebiegiem konturu
Podcięcie G860
G860 skrawa zdefiniowany obszar konturu. Albo przekazujemy
referencję do obrabianego konturu w parametrach cyklu, albo
definiujemy kontur bezpośrednio po wywołaniu cyklu (siehe „Praca z
cyklami związanymi z konturem” auf Seite 270). Obrabiany kontur
może zawierać kilka dolin. W razie potrzeby powierzchnia skrawania
zostaje podzielona na kilka obszarów.
Parametry
ID
Kontur pomocniczy - identnumer obrabianego konturu
NS
Numer wiersza początku
Początek fragmentu konturu lub
referencja na nacięcie G22/G23-Geo
NE
Końcowy numer wiersza (koniec fragmentu konturu):
NE nie zaprogramowane: element konturu NS zostaje
obrabiany w kierunku definicji konturu.
NS=NE zaprogramowane: element konturu NS zostaje
obrabiany w kierunku przeciwnym do definicji konturu.
NE odpada, jeśli kontur jest zdefiniowany z G22-/G23-Geo
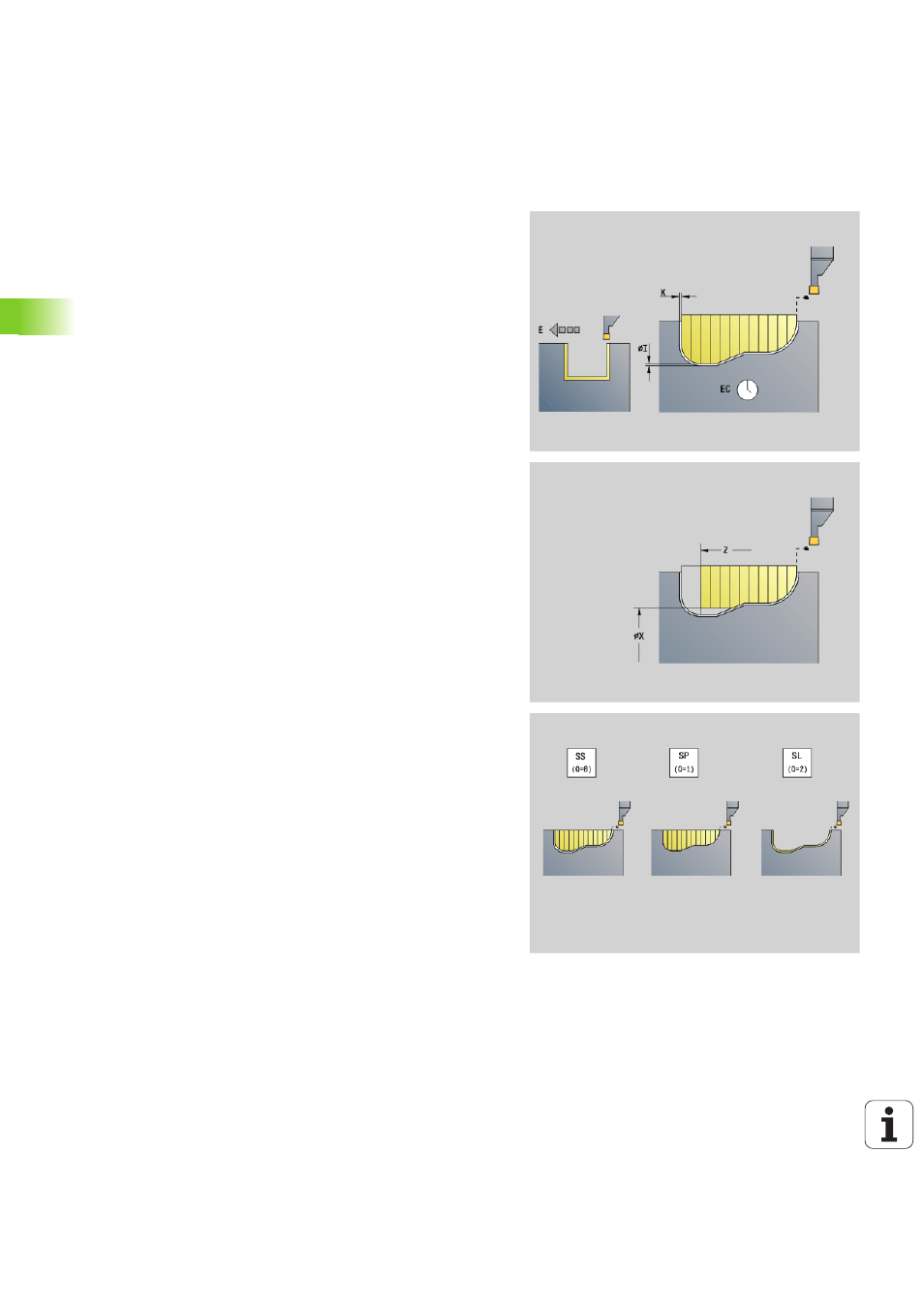
I
Naddatek w kierunku X (wymiar średnicy) - (default: 0)
K
Naddatek w kierunku Z (default: 0)
Q
Przebieg (standard: 0)
0: obróbka zgrubna i wykańczająca
1: tylko obróbka zgrubna
2: tylko obróbka wykańczająca
X
Ograniczenie skrawania w kierunku X (wymiar średnicy) -
(default: brak ograniczenia skrawania)
Z
Ograniczenie skrawania w kierunku Z (default: bez
ograniczenia skrawania)
V
Identyfikator początek/koniec (default: 0) Fazka/zaokrąglenie
zostaje obrabiane:
0: na początku i na końcu
1: na początku
2: na końcu
3: bez obróbki
E
Posuw obróbki wykańczającej (default: aktywny posuw)
EC
Czas zatrzymania
D
Obroty na dnie nacięcia