Gwintowanie g73, 22 cykle wiercenia – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 327
HEIDENHAIN MANUALplus 620, CNC PILOT 640
327
4.22 Cykle wiercenia
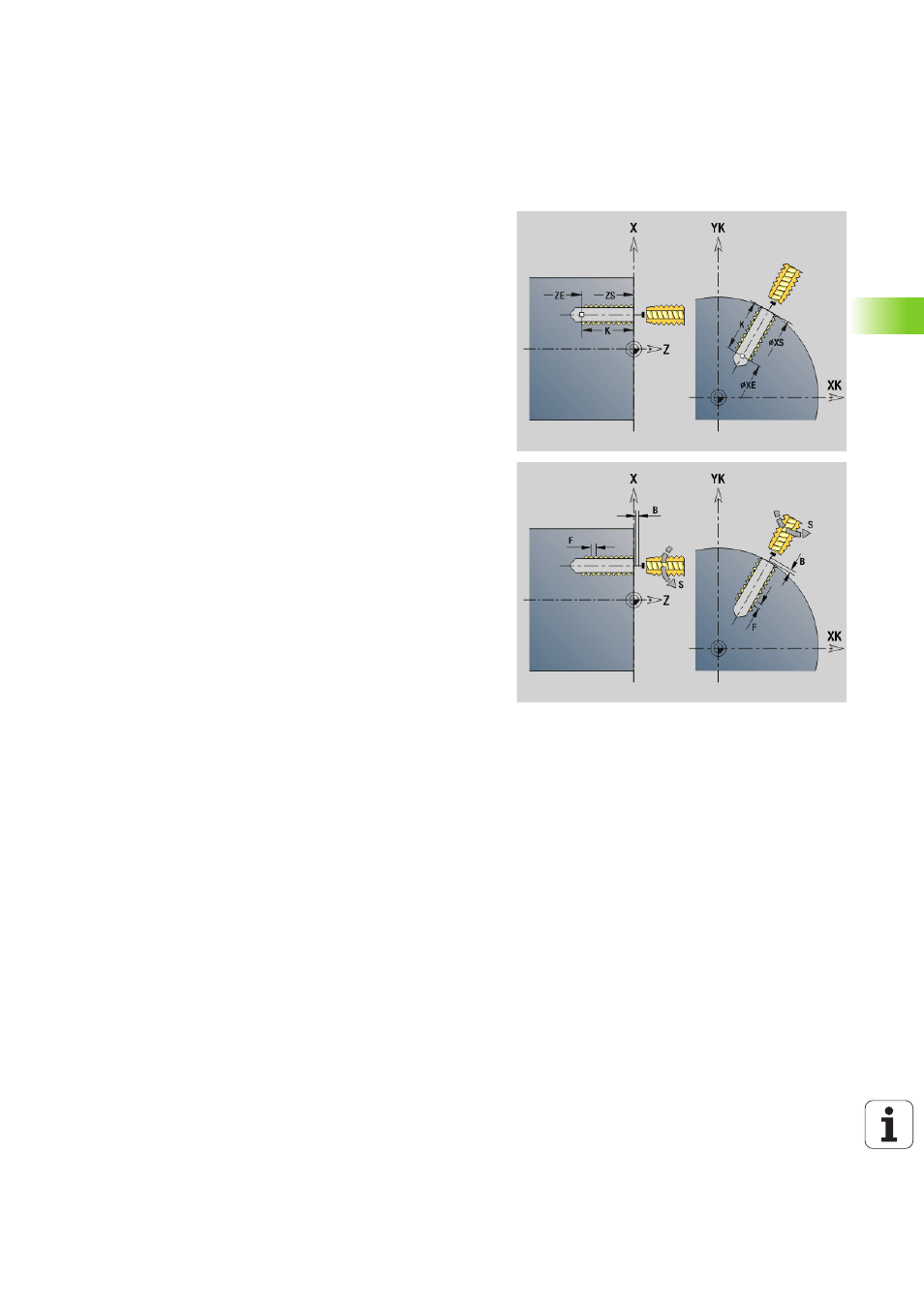
Gwintowanie G73
G73 nacina osiowe/radialne gwinty nienapędzanymi i napędzanymi
narzędziami.
"Punkt startu" zostaje ustalony na podstawie odstępu bezpieczeństwa
i "długości dobiegu B".
Parametry
ID
Kontur wiercenia - nazwa opisu odwiertu
NS
Numer wiersza konturu
Referencja na kontur wiercenia (G49-, G300- lub G310-
Geo)
Brak danych: pojedyńczy odwiert bez opisu konturu
XS
Punkt początkowy radialnego odwiertu (wymiar średnicy)
pojedyńczy odwiert bez opisu konturu
ZS
Punkt początkowy osiowego odwiertu
Pojedyńczy odwiert bez opisu konturu
XE
Punkt końcowy radialnego odwiertu (wymiar średnicy)
Pojedyńczy odwiert bez opisu konturu
ZE
Punkt końcowy osiowego odwiertu
Pojedyńczy odwiert bez opisu konturu
K
Głębokość wiercenia (alternatywnie do XE/ZE)
Pojedyńczy odwiert bez opisu konturu
F
Skok gwintu (ma priorytet przed opisem konturu)
B
Długość dobiegu
S
Prędkość obrotowa powrotu (default: prędkość obrotowa
gwintownika)
J
Długość wyciągania przy zastosowaniu tuleji zaciskowych z
kompensacją długości (default: 0)
RB
Płaszczyzna powrotu (radialne odwierty: wymiar średnicy) -
(default: do pozycji startu lub na odstęp bezpieczeństwa)
P
Głębokość łamania wióra
I
Odstęp powrotny
BS
Numer elementu początkowego (numer pierwszego
obrabianego odwiertu wzoru)
BE
Numer elementu końcowego (numer ostatniego obrabianego
odwiertu wzoru)
H
(Wrzeciono-)hamulec off (default: 0)
0: hamulec wrzeciona on
1: hamulec wrzeciona off