29 inne g-funkcje, Mocowadła w symulacji g65, Kontur półwyrobu g67 (dla grafiki) – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 380: Przerwa czasowa g4, Zatrzymanie dokładnościowe g7, Atrz „przerwa czasowa g4” na, Stronie 380)
380
DIN-programowanie
4.29 Inne G-funkcje
4.29 Inne G-funkcje
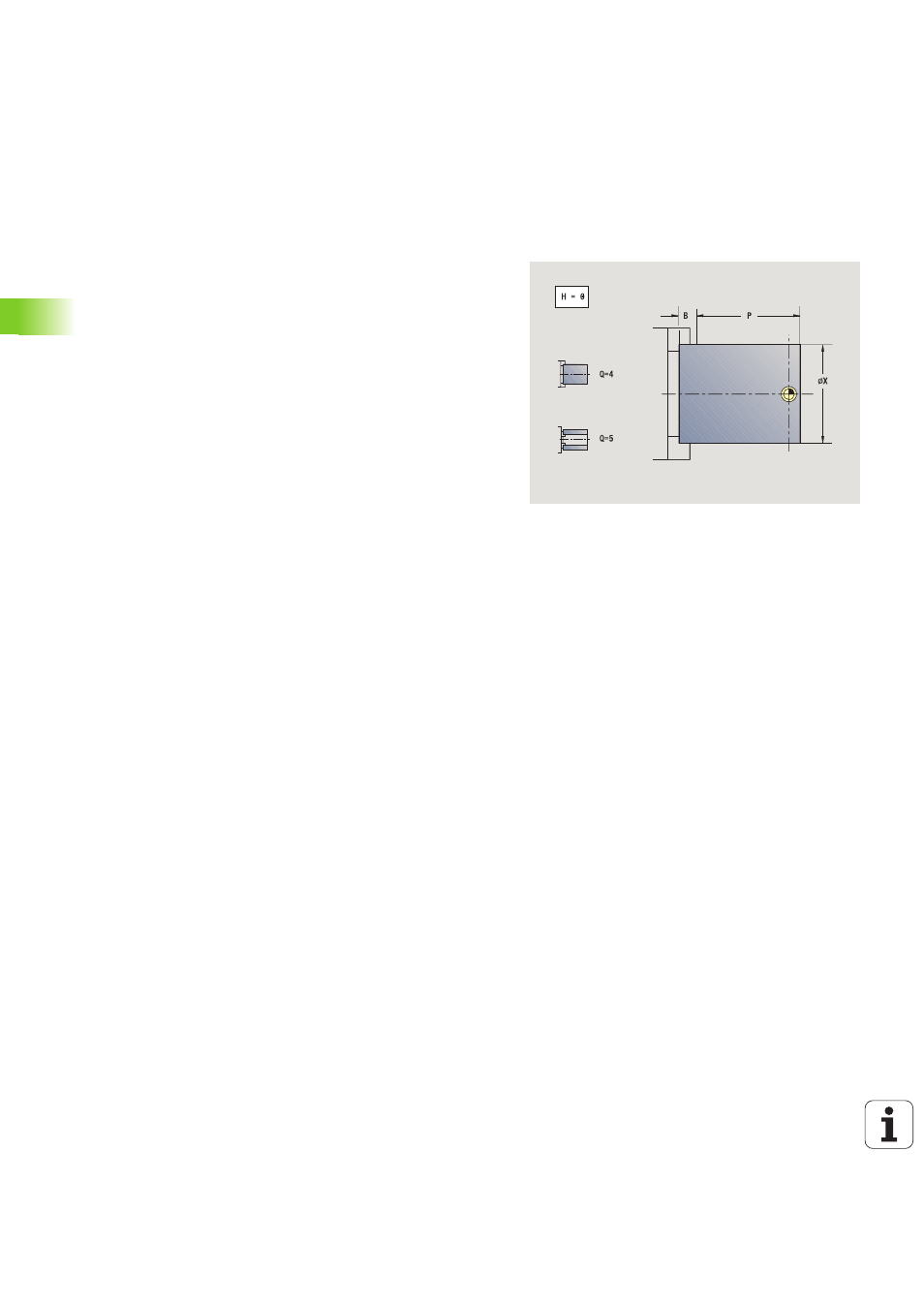
Mocowadła w symulacji G65
G65 ukazuje mocowadła w grafice symulacyjnej.
Kontur półwyrobu G67 (dla grafiki)
G67 ukazuje „półwyrób pomocniczy“ w grafice symulacyjnej.
Przerwa czasowa G4
Przy G4 odczekuje Sterowanie czas „F“ lub wykonanie obrotów na
dnie nacięcia „D“ i wykonuje wówczas następny wiersz programu.
Jeżeli G4 zostaje zaprogramowane z odcinkiem przemieszczenia w
jednym wierszu, to przerwa czasowa działa dopiero po pokonaniu
odcinka przemieszczenia.
Zatrzymanie dokładnościowe G7
G7 włącza "zatrzymanie dokładnościowe" samozachowawczo. Przy
„zatrzymaniu dokładnościowym" Sterowanie startuje następny wiersz,
jeśli "okno tolerancji położenia" zostało osiągnięte przy punkcie
końcowym. Okno tolerancji to parametr konfiguracji („ParameterSets
PX(PZ)/CfgControllerTol/posTolerance").
"Zatrzymanie dokładnościowe" działa na pojedyńcze odcinki i cykle.
Wiersz NC, w którym zaprogramowyne jest G7, zostaje już z
"zatrzymaniem dokładnościowym" wykonany.
Parametry
H
Numer mocowadła (programować zawsze H=0)
D
Numer wrzeciona – brak zapisu
X
Srednica półwyrobu
Z
Punkt początkowy - brak zapisu
Q
Forma zamocowania
4: zamocowanie zewnętrznie
5: zamocowanie wewnętrznie
B
Długość zamocowania (B+P = długość półwyrobu)
P
Wolna długość obróbkowa przedmiotu
V
Mocowadła skasować
Parametry
ID
Identnumer półwyrobu pomocniczego
NS
Numer wiersza konturu
Parametry
F
Czas zatrzymania [sec] (0 < F <= 999)
D
Obroty na dnie nacięcia