7 units – obróbka na gotowo – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
119
2.7 Units – obróbka na gotowo
Formularz cyklu
H
Rodzaj wyjścia z materiału. Wznosi pod kątem 45° w
kierunku przeciwnym do kierunku obróbki i przejeżdża na
pozycję "I,K" (standard: 3):
0: diagonalna droga przemieszczenia
1: najpierw w kierunku X, następnie w kierunku Z
2: najpierw w kierunku Z, potem w kierunku X
3: zatrzymuje się na bezpiecznej wysokości
4: bez wyjścia z materiału (narzędzie zatrzymuje się na
współrzędnej końcowej)
5: diagonalnie na pozycję startu
6: najpierw kierunek X potem Z na pozycję startu
7: najpierw kierunek Z potem X na pozycję startu
8: z G1 na I i K
I, K
Pozycja końcowa cyklu. Pozycja, najeżdżana przy końcu
cyklu (I: wymiar średnicy).
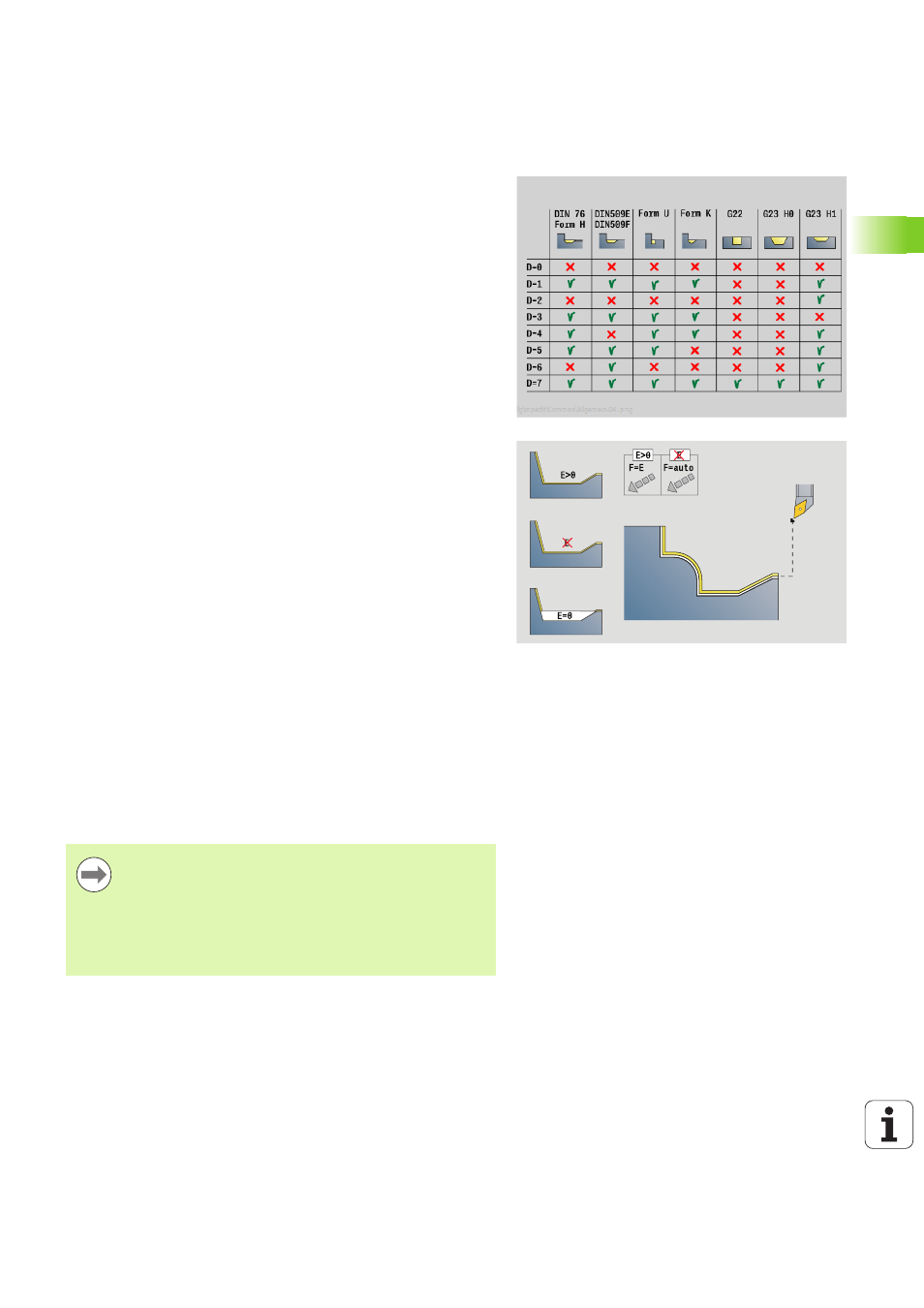
D
Wygaszanie elementów (patrz ilustracja)
E
Zachowanie przy wejściu w materiał
E=0: opadające kontury nie zostają obrabiane
E\>0: posuw wejścia w materiał przy obróbce
opadających elementów konturu. Opadające elementy
konturu zostają obrabiane.
Brak wpisu: posuw wcięcia zostaje zredukowany, przy
obróbce opadających elementów konturu, maksymalnie
o 50%. Opadające elementy konturu zostają obrabiane.
O
Redukowanie posuwu dla elementów kołowych (standard:
0)
0: redukowanie posuwu aktywne
1: bez redukowania posuwu
DXX
Addytywna korekcja 1-16
G58
Naddatek równolegle do konturu (wymiar promienia)
DI
Naddatek równolegle do osi X
DK
Naddatek równolegle do osi Z
Dalsze formularze: patrz strona 60
Przy aktywnym redukowaniu posuwu każdy „niewielki“
element konturu jest obrabiany przynajmniej 4 obrotami
wrzeciona.
Przy pomocy adresu Dxx aktywujemy addytywną korekcję,
dla całego przebiegu cyklu. Addytywna korekcja zostaje
ponownie wyłączona przy końcu cyklu. Addytywne
korekcje edytujemy w trybie pracy „przebieg programu“.