Owalność x g727, Patrz „owalność x g727” na stronie 402), 29 inne g-funkcje – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 402
402
DIN-programowanie
4.29 Inne G-funkcje
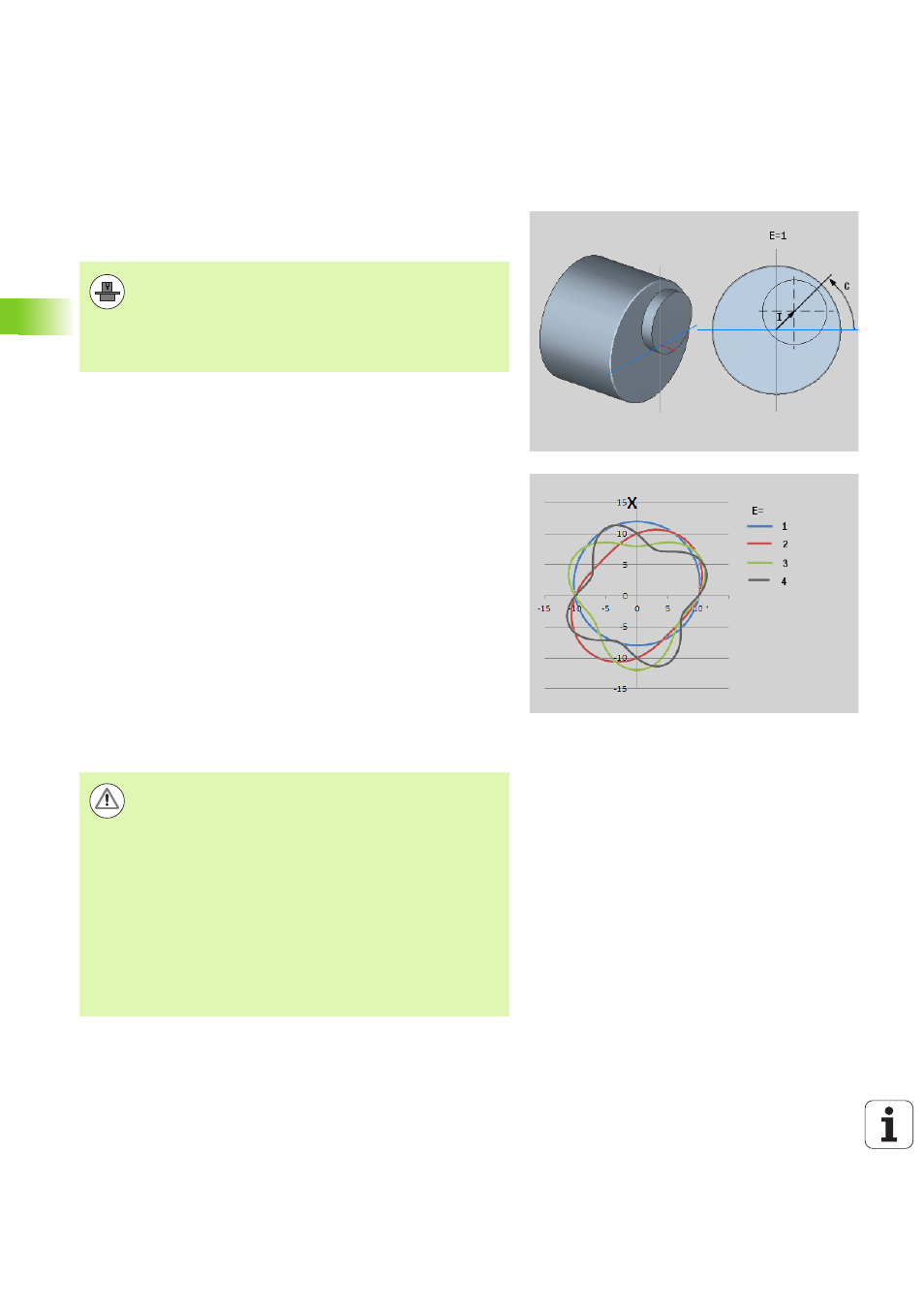
Owalność X G727
Przy pomocy funkcji G727 można wytwarzać eliptyczne wieloboki.
Te kontury toczenia programujemy w oddzielnych cyklach.
Maszyna i sterowanie muszą być przygotowane przez
producenta maszyn. Proszę zwrócić uwagę na informacje
zawarte w instrukcji obsługi maszyny.
Warunek:
opcja software Synchronizing Functions
Parametry
H
Sprzężenie aktywować
H=0: sprzężenie wyłączyć
H=1: sprzężenie włączyć
Q
Wrzeciono bazowe: numer wrzeciona, które zostaje
sprzęgane z osią X (zależnie od maszyny)
I
X-suw +/-: połowa narzuconego ruchu X (wymiar promienia)
C
Pozycja C przy Z-start: kąt osi C suwu X
F
Max. bieg szybki: dopuszczalny bieg szybki dla osi X przy
aktywnym sprzężeniu
E
Współczynnik formy: liczba suwów X w odniesieniu do
obrotu wrzeciona
Z
Z-start: wartość odniesienia dla parametru C
W
Delta C [°/mm Z]: różnica kąta osi C w odniesieniu do
odcinka wynoszącego 1 mm na osi Z
Proszę uwzględnić przed programowaniem:
programować półwyrób wokół mimośrodu z większym
promieniem, jeśli używamy cykli toczenia, odnoszących
się do opisu półwyrobu.
programować punkt początkowy wokół offsetu środka z
większym promieniem, jeśli używamy cykli toczenia, nie
odnoszących się do opisu półwyrobu.
Zmniejszyć prędkość obrotową wrzeciona, jeśli
zwiększamy offset środka.
Zmniejszyć maks. bieg szybki F, jeśli zwiększamy offset
środka.
Używać identycznych wartości dla parametru Q przy
włączaniu i wyłączaniu sprzęgania.