26 cykle frezowania – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 358
358
DIN-programowanie
4.26 Cykle frezowania
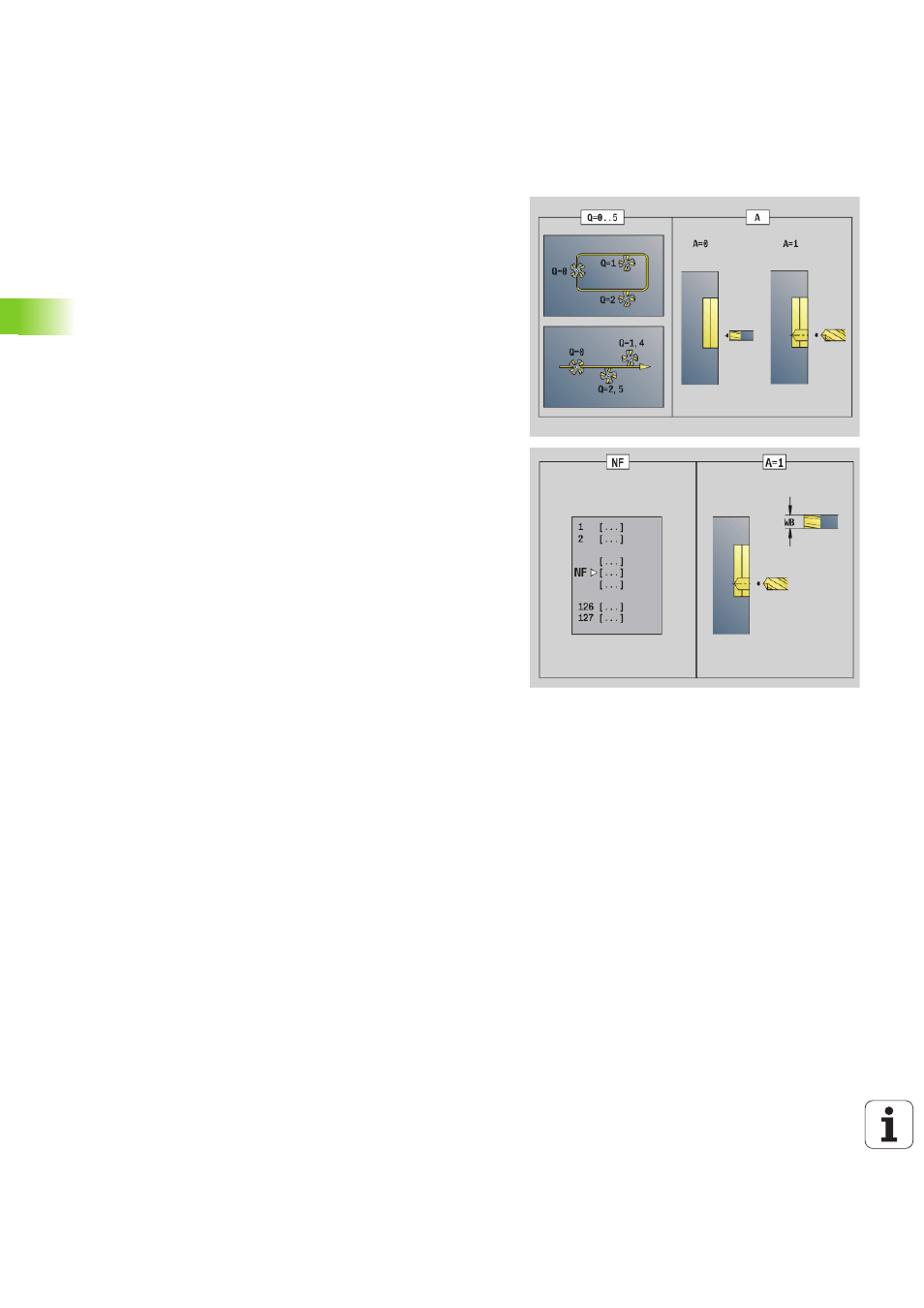
G840 – określanie pozycji nawiercania
„G840 A1 ..“ określa pozycje wiercenia wstępnego i zachowuje je pod
podaną w „NF“ referencją. Proszę programować tylko ukazane w
poniższej tabeli parametry.
Patrz także:
G840 – frezowanieStrona 360
Parametry - określenie pozycji nawiercania wstępnego
Q
Typ cyklu (= miejsce frezowania)
Otwarte kontury. Przy przecinaniu się "Q" definiuje czy
pierwszy obszar (od punktu startu) lub czy cay kontur jest
obrabiany.
Q=0: punkt środkowy freza na konturze (pozycja
nawiercania = punkt startu).
Q=1: obróbka z lewej konturu. Przy przecinaniu się tylko
pierwszy obszar konturu uwzględnić.
Q=2: obróbka z prawej konturu. Przy przecinaniu się tylko
pierwszy obszar konturu uwzględnić.
Q=3: nie jest dozwolona
Q=4: obróbka z lewej konturu. Przy przecinaniu się
uwzględnić cały kontur.
Q=5: obróbka z prawej konturu. Przy przecinaniu się
uwzględnić cały kontur.
Zamknięte kontury
Q=0: punkt środkowy freza na konturze (pozycja
nawiercania = punkt startu).
Q=1: frezowanie wewnętrzne
Q=2: frezowanie zewnętrzne
Q=3..5: nie jest dozwolona
ID
Kontur frezowania - nazwa frezowanego konturu
NS
Numer wiersza startu konturu - początek fragmentu konturu
Figury: numer wiersza figury
Dowolne zamknięte kontury: pierwszy element konturu (nie
punkt startu)
Otwarty kontur: pierwszy element konturu (nie punkt startu)
NE
Numer wiersza końca konturu - koniec fragmentu konturu
Figury, dowolne zamknięte kontury: brak danych
Otwarty kontur: ostatni element konturu
Kontur składa się z jednego elementu:
Brak danych: obróbka w kierunku konturu
NS=NE programowano: obróbka w kierunku przeciwnym
do kierunku konturu