Prosty cykl gwintowania g32, Tr we (patrz „prosty cykl, Gwintowania g32” na stronie 306) – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 306: U: patrz, Prosty cykl gwintowania g32” na stroni 306, 19 cykle gwintowania
306
DIN-programowanie
4.19 Cykle gwintowania
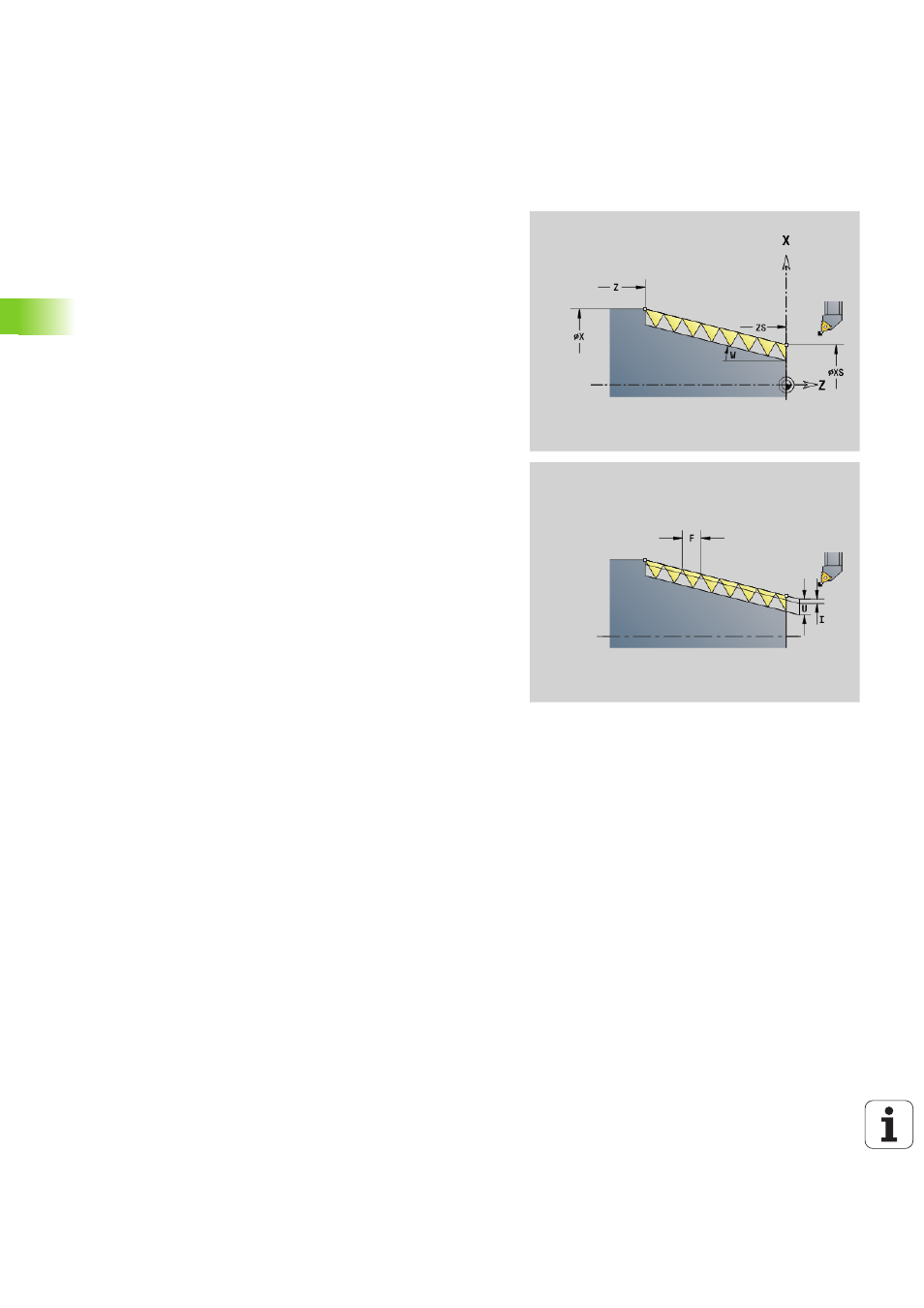
Prosty cykl gwintowania G32
G32 wytwarza prosty gwint w dowolnym kierunku i położeniu (gwinty
wzdłużne, stożkowe lub planowe; gwinty wewnętrzne lub zewnętrzne).
Parametry
X
Punkt końcowy gwintu (wymiar średnicy)
Z
Punkt koőcowy gwintu
XS
Punkt początkowy gwintu (wymiar średnicy)
ZS
Punkt początkowy gwintu
BD
Gwint zewnętrzny/wewnętrzny:
0: gwint zewnętrzny
1: gwint wewnętrzny
F
Skok gwintu
U
Głębokość gwintu
Brak zapisu: głębokość gwintu zostaje automatycznie
obliczona:
Gwint zewnętrzny (0.6134 * F)
Gwint wewnętrzny (0.5413 * F))
I
Maksymalna głębokość skrawania
IC
Liczba przejść. Wcięcie zostaje obliczone z IC i U. Użyteczny
w przypadku:
V=0 (stały przekrój skrawania)
V=1 (stałe wcięcie)
V
Rodzaj wcięcia (default: 0); szczegółowe informacje patrz
0: stałe skrawanie poprzeczne dla wszystkich przejść
1: stałe wcięcie
2: ze skrawaniem resztkowym. Pierwsze wcięcie = "reszta" z
dzielenia głębokości gwintu/głębokości przejścia skrawania.
"Ostatnie przejście" zostaje podzielone na 1/2-, 1/4-, 1/8- i 1/
8-przejścia.
3: wcięcie zostaje obliczone ze skoku i prędkości obrotowej
4: jak MANUALplus 4110
5: stałe wcięcie (jak w 4290)
6: stałe z resztą (jak w 4290)
H
Rodzaj przesunięcia dla wygładzania zarysów gwintu (default: 0)
0: bez offsetu
1: offset z lewej
2: offset z prawej
3: offset na przemian od prawej/od lewej
WE Metod wznoszenia dla K=0 (default: 0)
0: G0 na końcu
1: wznoszenie w gwincie
K
Długość wybiegu na końcu gwintu (default: 0)