Obróbka zgrubna równolegęa do konturu g830, 17 cykle toczenia związane z przebiegiem konturu – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 277
HEIDENHAIN MANUALplus 620, CNC PILOT 640
277
4.17 Cykle toczenia
związane z przebiegiem konturu
Obróbka zgrubna równolegęa do konturu G830
G830 dokonuje skrawania opisanego w „ID“ poprzez "NS, NE"
obszaru konturu równolegle do konturu (siehe „Praca z cyklami
związanymi z konturem” auf Seite 270). Obrabiany kontur może
zawierać kilka dolin. W razie potrzeby powierzchnia skrawania zostaje
podzielona na kilka obszarów.
Parametry
ID
Kontur pomocniczy - identnumer obrabianego konturu
NS
Początkowy numer wiersza (początek fragmentu konturu)
NE
Końcowy numer wiersza (koniec fragmentu konturu)
NE nie zaprogramowane: element konturu NS zostaje
obrabiany w kierunku definicji konturu.
NS=NE zaprogramowane: element konturu NS zostaje
obrabiany w kierunku przeciwnym do definicji konturu.
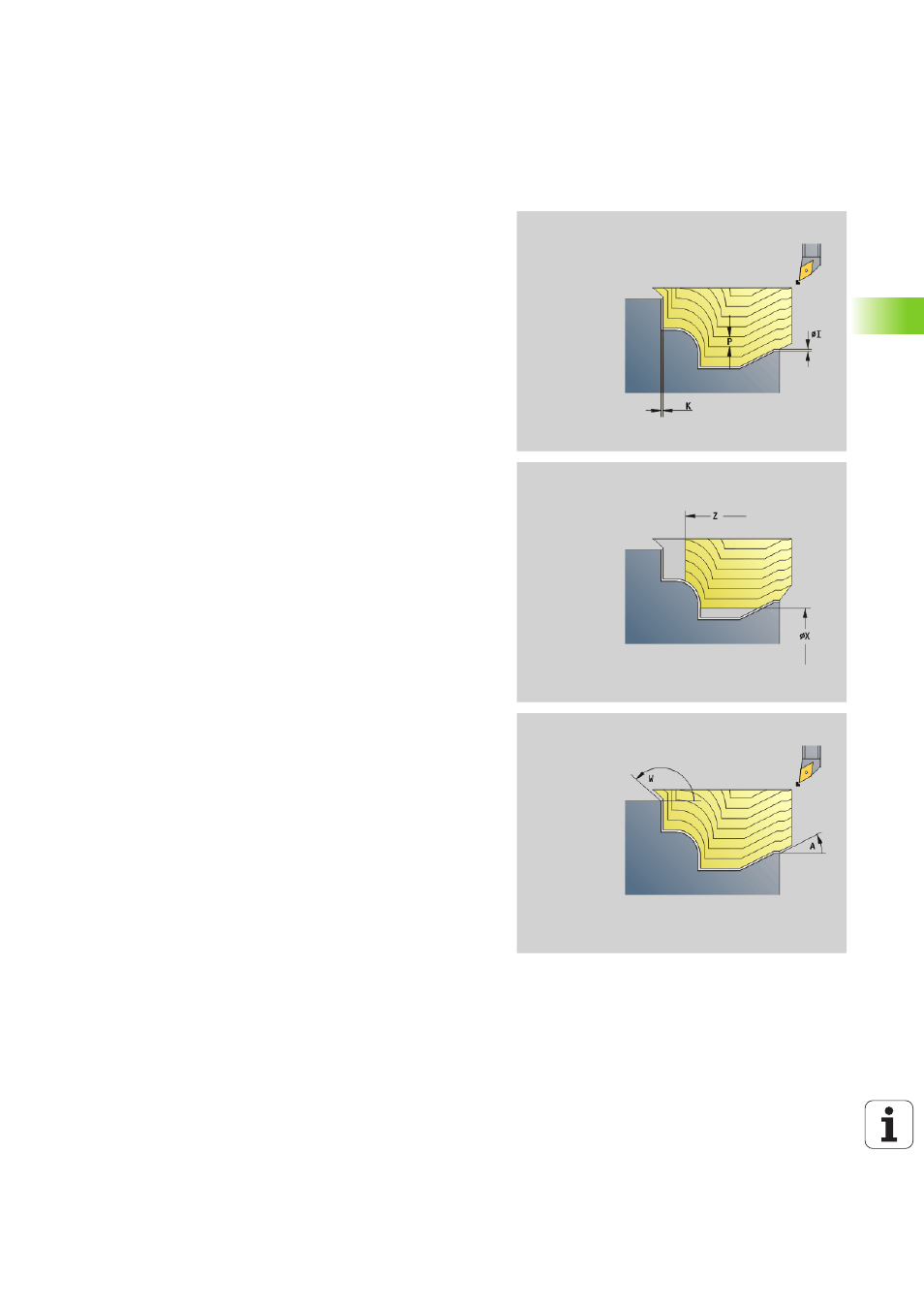
P
Maksymalny dosuw
I
Naddatek w kierunku X (wymiar średnicy) - (default: 0)
K
Naddatek w kierunku Z (default: 0)
X
Ograniczenie skrawania w kierunku X (wymiar średnicy) -
(default: brak ograniczenia skrawania)
Z
Ograniczenie skrawania w kierunku Z (default: bez
ograniczenia skrawania)
A
Kąt dosuwu (baza: oś Z) - (default: 0°/180°; równolegle do osi
Z lub dla narzędzi obróbki planowej równolegle do X)
W
Kąt odsuwu (baza: oś Z) - (default: 90°/270°; równolegle do osi
Z lub dla narzędzi obróbki planowej prostopadle do X)
Q
Rodzaj wyjścia z materiału przy końcu cyklu (standard: 0)
0: powrót do punktu startu (najpierw kierunek X potem Z)
1: pozycjonuje przed gotowym konturem
2: podnosi na odstęp bezpieczeństwa i zatrzymuje