Przejście mimośrodu g726, Z „przejście mimośrodu g726” na stronie 400), 29 inne g-funkcje – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 400
400
DIN-programowanie
4.29 Inne G-funkcje
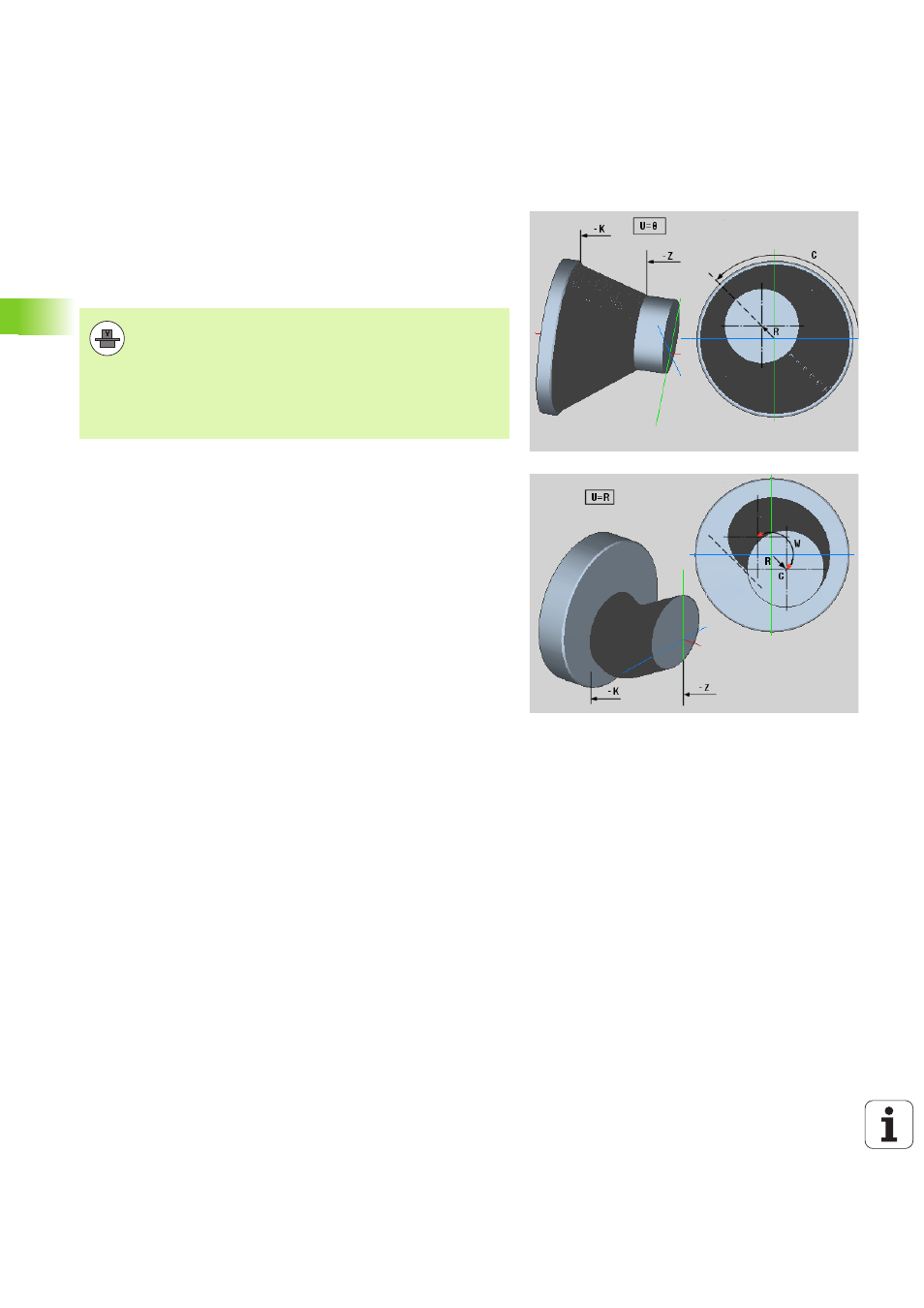
Przejście mimośrodu G726
Przy pomocy funkcji G726 można wytwarzać kontury toczenia poza
pierwotnym centrum toczenia. Funkcja G726 daje dodatkowo
możliwość nieprzerwanej zmiany pozycji centrum toczenia wzdłuż
prostej lub krzywizny.
Te kontury toczenia programujemy w oddzielnych cyklach.
Maszyna i sterowanie muszą być przygotowane przez
producenta maszyn. Proszę zwrócić uwagę na informacje
zawarte w instrukcji obsługi maszyny.
Warunki:
opcja software Y-Axis Machining
opcja software Synchronizing Functions
Parametry
H
Sprzężenie aktywować
H=0: sprzężenie wyłączyć
H=1: sprzężenie włączyć
Q
Wrzeciono bazowe: numer wrzeciona, które zostaje
sprzęgane z osiami X i Y (zależnie od maszyny)
R
Przesunięcie środka: odstęp pomiędzy punktem
środkowym mimośrodu i pierwotnym centrum toczenia
(wymiar promienia)
C
Pozycja C przy Z-start: kąt osi C przesunięcia środka
F
Max. bieg szybki: dopuszczalny bieg szybki dla osi X i Y
przy aktywnym sprzężeniu
V
Odwrócenie kierunku Y (zależne od maszyny)
V=0: sterowanie wykorzystuje skonfigurowany kierunek
osiowy dla ruchu osi Y
V=1: sterowanie wykorzystuje przeciwny do
skonfigurowanego kierunek osiowy dla ruchu osi Y
Z
Z-Start: wartość odniesienia dla parametrów R i C, jak i
współrzędna dla pozycjonowania wstępnego narzędzia
K
Z-koniec: wartość odniesienia dla parametrów W i U
W
Delta C [Z-start - Z-koniec]: różnica kąta osi C pomiędzy Z-
start i Z-koniec
U
Przesunięcie środka przy Z-koniec: odstęp pomiędzy
punktem środkowym mimośrodu i pierwotnym centrum
toczenia (wymiar promienia)