17 cykle toczenia związane z przebiegiem konturu – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 286
286
DIN-programowanie
4.17 Cykle toczenia
związane z przebiegiem konturu
Sterowanie rozpoznaje na podstawie definicji narzędzia, czy podcięcie
jest radialne czy też osiowe.
Programować przynajmniej jedną referencję konturu (np. NS lub NS,
NE) i P.
Korekcja głębokości toczenia R: w zależności od materiału, prędkości
posuwowej etc. ostrze „przegina się” przy obróbce toczeniem. Ten
błąd dosuwu korygujemy przy pomocy korekcji głębokości toczenia.
Wartość ta zostaje z reguły ustalona empirycznie.
Szerokość przesunięcia B: od drugiego dosuwu skrawany odcinek
zostaje przy przejściu od toczenia do przecinania zredukowany o
"szerokość przesunięcia B". Przy każdym kolejnym przejściu na tym
boku zarysu następuje zredukowanie o „B” – dodatkowo do
dotychczasowego przesunięcia. Suma „przesunięcia” zostaje
ograniczona do 80% efektywnej szerokości ostrza (efektywna
szerokość ostrza = szerokość ostrza -2*promień ostrza). Sterowanie
redukuje w razie potrzeby zaprogramowaną szerokość przesunięcia.
Resztka materiału zostaje usuwana przy końcu przecinania
wstępnego za pomocą suwu podcinania.
Parametry
H
Rodzaj wyjścia z materiału przy końcu cyklu (standard: 0)
0: powrót do punktu startu (osiowe nacięcie: najpierw Z
potem X; radialne nacięcie: najpierw X potem Z)
1: pozycjonuje przed gotowym konturem
2: podnosi na odstęp bezpieczeństwa i zatrzymuje
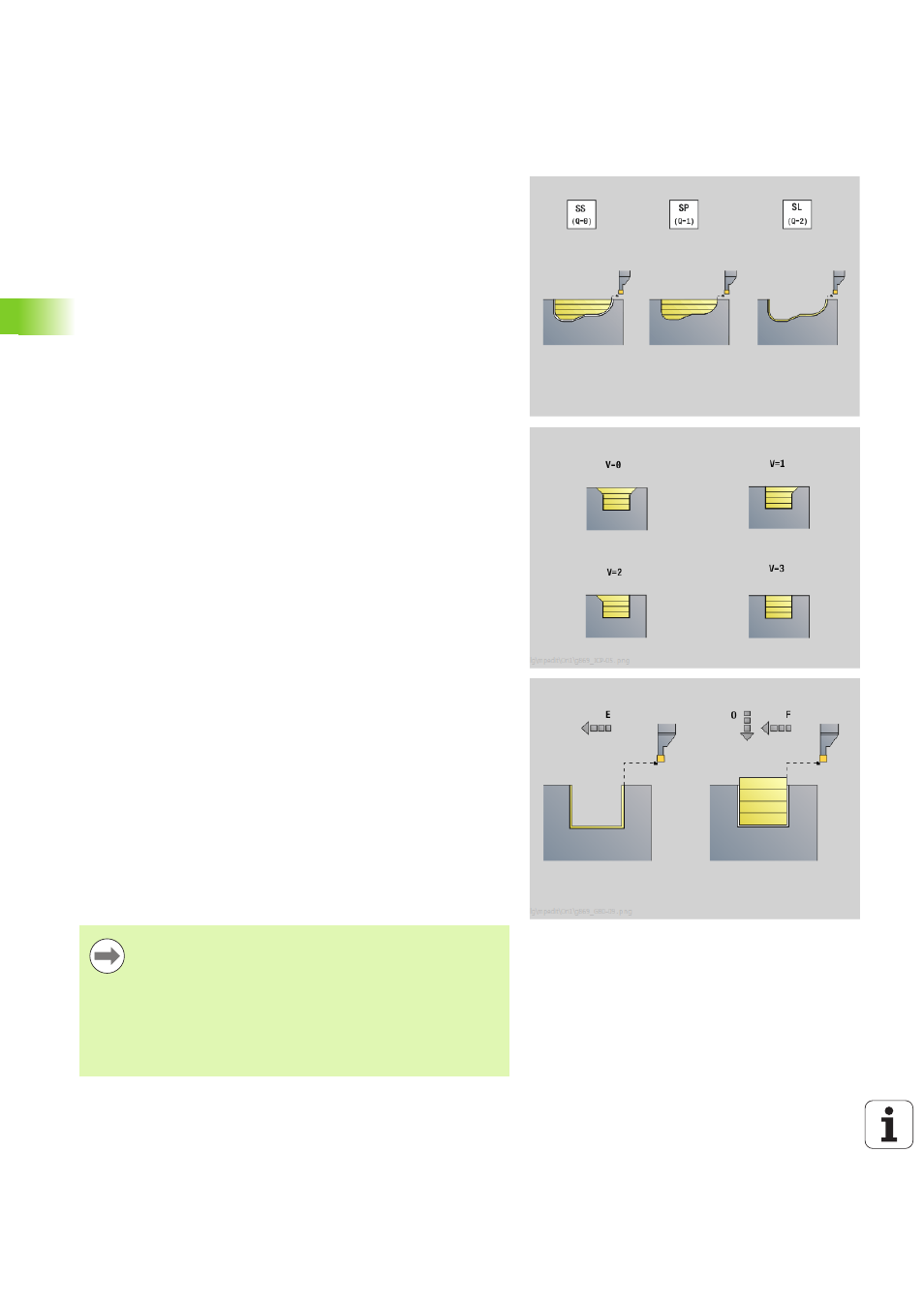
V
Identyfikator początek/koniec (default: 0) Fazka/zaokrąglenie
zostaje obrabiane:
0: na początku i na końcu
1: na początku
2: na końcu
3: bez obróbki
O
Posuw nacinania (default: aktywny posuw)
E
Posuw obróbki wykańczającej (default: aktywny posuw)
B
Szerokość przesunięcia (default: 0)
XA,
ZA
Punkt początkowy półwyrobu (działa tylko, jeśli nie
zaprogramowano półwyrobu):
XA, ZA nie zaprogramowane: kontur półwyrobu zostaje
obliczony z pozycji narzędzia i konturu ICP.
XA, ZA zaprogramowane: definicja punktu narożnego
konturu półwyrobu.
Korekcja promienia ostrza zostaje przeprowadzona.
G57-naddatek „powiększa“ kontur (także kontur
wewnętrzny).
G58-naddatek
\>0: „powiększa“ kontur
<0: nie zostaje wliczony
G57-/G58-naddatki są usuwane po zakończeniu cyklu.