Segment mocowadła, 3 oznaczenia segmentów programu – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 49
HEIDENHAIN MANUALplus 620, CNC PILOT 640
49
1.3 Oznaczenia segmentów programu
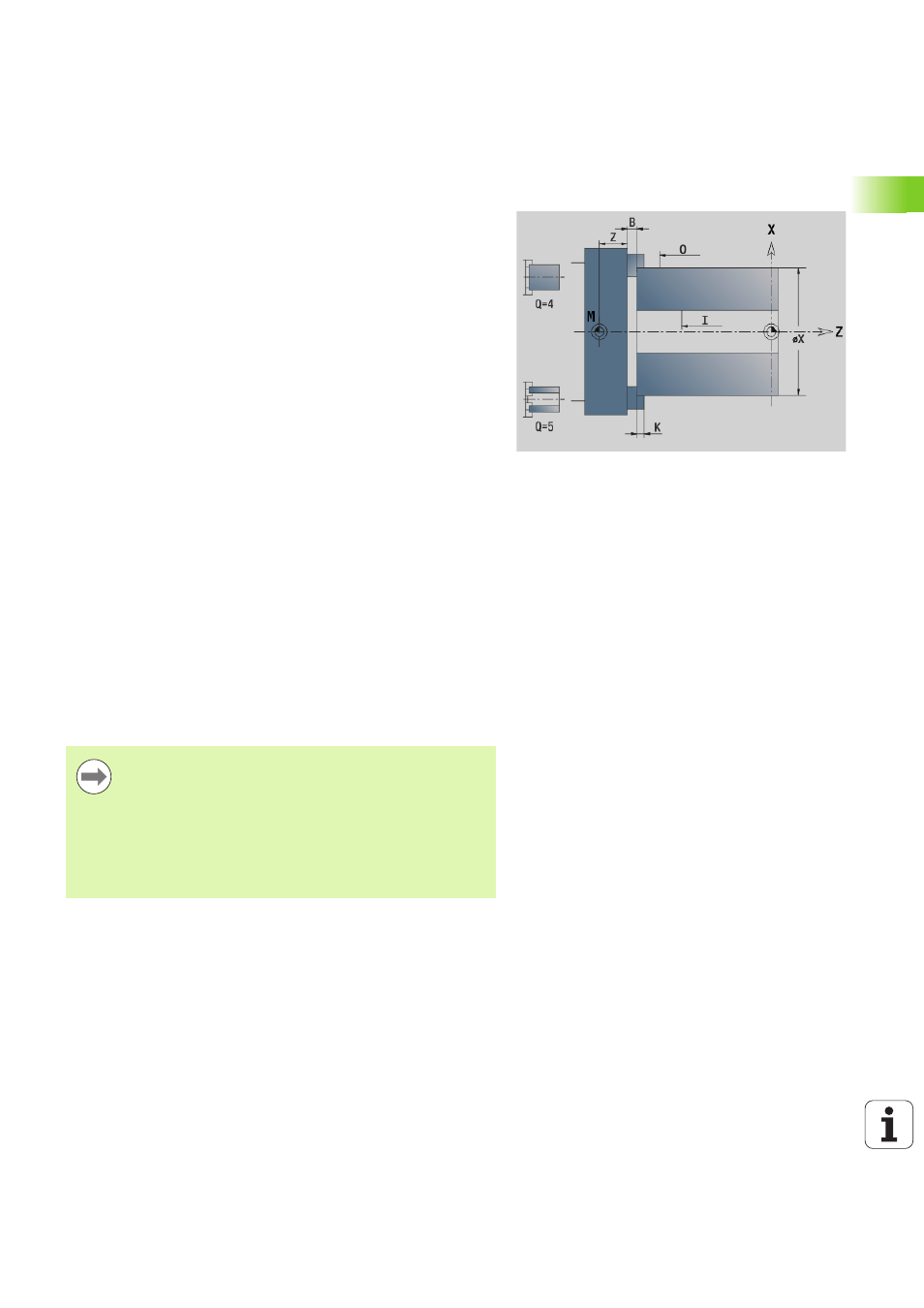
Segment MOCOWADŁA
W segmencie programu MOCOWADŁA opisujemy jak jest
zamocowany obrabiany przedmiot. W ten sposób można przedstawić
zamocowanie w symulacji. W TURN PLUS stosowane są te informacje
o zamocowaniu, aby przy automatycznym generowaniu programu
obliczać punkty zerowe oraz limity skrawania.
Parametry
H
Numer mocowadła
D
Numer wrzeciona dla AAG
R
Rodzaj mocowania
0: parametr J definiuje długość wystawania
1: parametr J definiuje długość zamocowania
Z
Pozycja krawędzi uchwytu
B
Szczęki referencja
J
Długość zamocowania lub wystawania przedmiotu (w
zależności od rodzaju zamocowania R)
O
Limit skrawania dla obróbki zewnętrznej
I
Limit skrawania dla obróbki wewnętrznej
K
Pokrycie szczęki/przedmiot (zwrócić uwagę na znak liczby)
X
Srednica zamocowania półwyrobu
Q
Forma zamocowania
4: zamocowanie zewnętrznie
5: zamocowanie wewnętrznie
V
Obróbka falowa AAG
0: uchwyt:automatyczne punkty rozdzielające na
największej i na najmniejszej średnicy
1: wał/uchwyt: obróbka również od uchwytu
2: wał/zabierak czołowy: kontur zewnętrzny może być
kompletnie obrabiany
Jeśli nie definiujemy parametrów Z i B , to TURN PLUS
używa dla AAG (automatyczne generowanie programu)
następujące parametry maszynowe (patrz instrukcja
obsługi „Lista parametrów użytkownika“):
Przednia krawędź uchwytu na wrzecionie głównym/
przeciwwrzecionie
Szerokość szczęk na wrzecionie głównym/
przeciwwrzecionie