Cykl wiercenia g71, 22 cykle wiercenia – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 324
324
DIN-programowanie
4.22 Cykle wiercenia
Cykl wiercenia G71
G71 wytwarza osiowe/radialne odwierty z nienapędzanymi lub
napędzanymi narzędziami.
Przykład: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [wiercenie]
. . .
Parametry
ID
Kontur wiercenia - nazwa opisu odwiertu
NS
Numer wiersza konturu
Referencja na kontur wiercenia (G49-, G300- lub G310-
Geo)
Brak danych: pojedyńczy odwiert bez opisu konturu
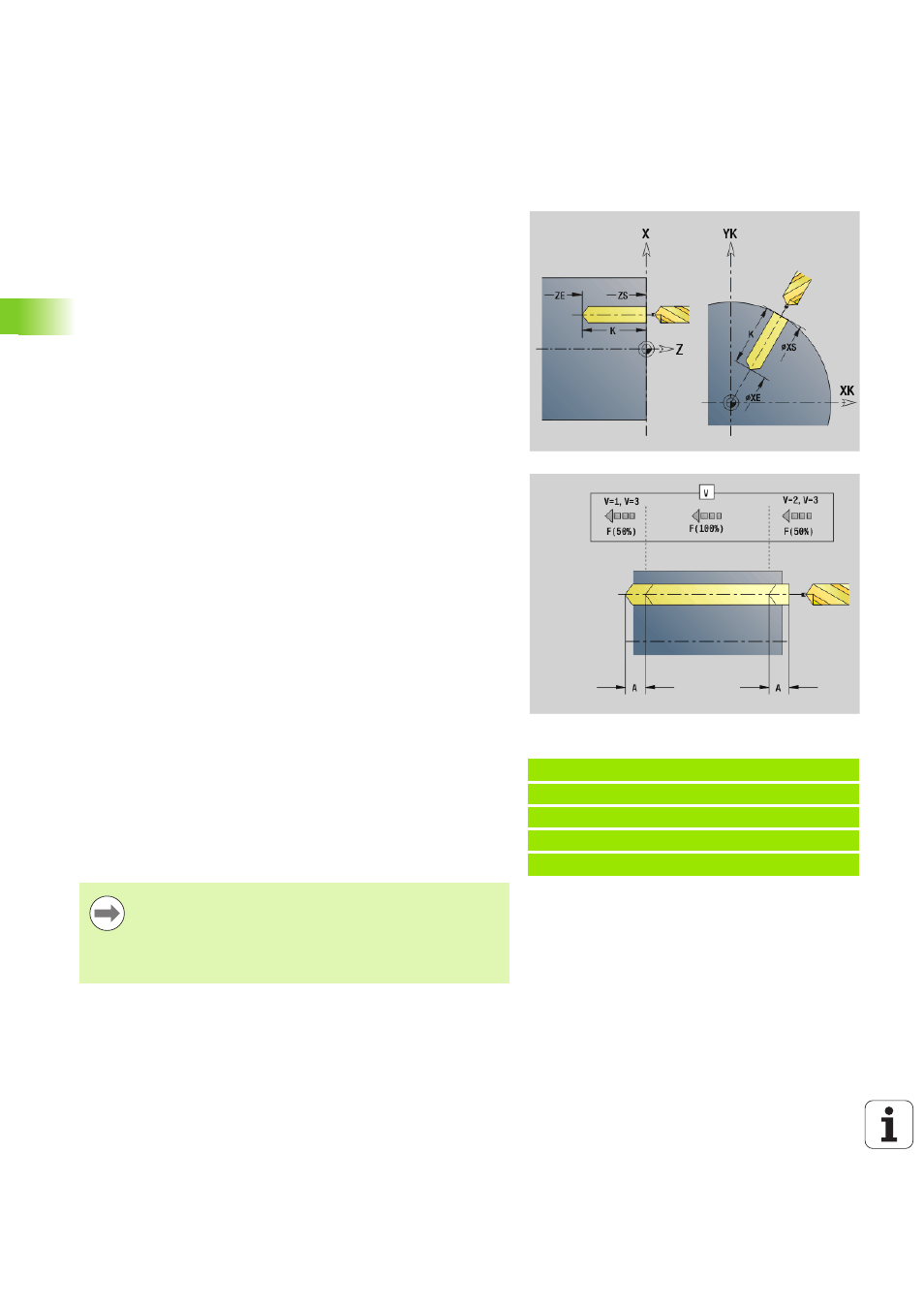
XS
Punkt początkowy radialnego odwiertu (wymiar średnicy)
ZS
Punkt początkowy osiowego odwiertu
XE
Punkt końcowy radialnego odwiertu (wymiar średnicy)
ZE
Punkt końcowy osiowego odwiertu
K
Głębokość wiercenia (alternatywnie do XE/ZE)
A
Długość nawiercania / przewiercania (default: 0)
V
Wariant przewiercania (redukowanie posuwu 50%) -
(standard: 0)
0: bez redukowania posuwu
1: redukowanie przewiercania
2: redukowanie nawiercania
3: redukowanie nawiercania i przewiercania
RB
Płaszczyzna powrotu (radialne odwierty, odwierty na YZ-
płaszczyźnie: wymiar średnicy) - (default: do pozycji startu lub
na bezpieczną wysokość)
E
Czas zatrzymania dla wyjścia z materiału na końcu odwiertu
(w sekundach) - (default: 0)
D
Rodzaj powrotu (standard: 0)
0: bieg szybki
1: posuw
BS
Numer elementu początkowego (numer pierwszego
obrabianego odwiertu wzoru)
BE
Numer elementu końcowego (numer ostatniego obrabianego
odwiertu wzoru)
H
(Wrzeciono-)hamulec off (default: 0)
0: hamulec wrzeciona on
1: hamulec wrzeciona off
Pojedyńczy odwiert bez opisu konturu: "XS albo ZS"
alternatywnie zaprogramować.
Odwiert z opisem konturu: "XS, ZS" nie programować.
Wzór odwiertów: "NS" wskazuje na kontur odwiertu, nie
na definicję wzoru.