20 cykl obcinania, Cykl obcinania g859 – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 314
314
DIN-programowanie
4.20 Cykl obcinania
4.20 Cykl obcinania
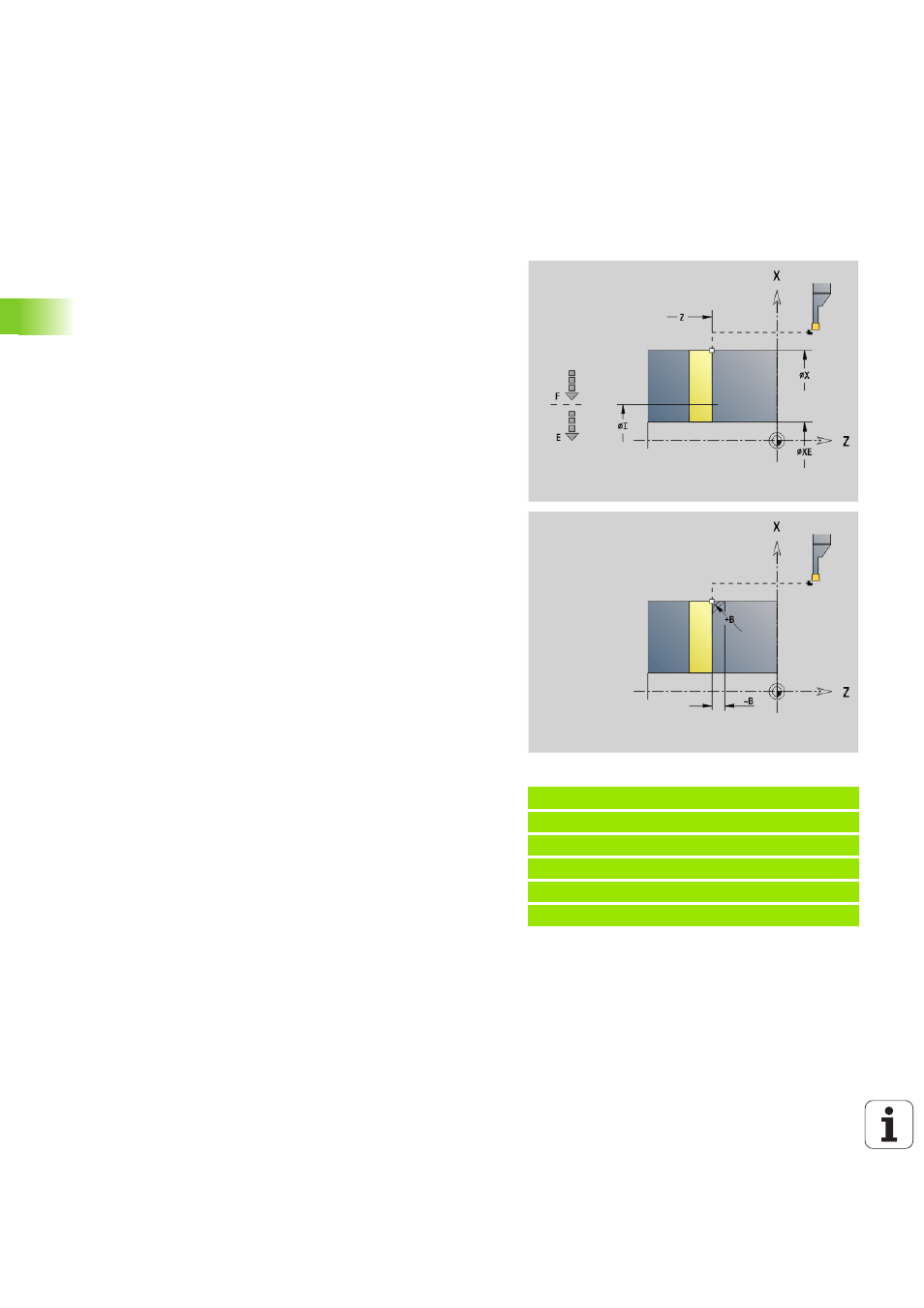
Cykl obcinania G859
G859 obcina toczoną część. Do wyboru zostaje wytwarzana fazka
albo zaokrąglenie na średnicy zewnętrznej. Po wykonaniu cyklu
narzędzie przemieszcza się przy powierzchni planowej i powraca do
punktu startu.
Od pozycji „I“ można definiować redukowanie posuwu.
Przykład: G859
%859.NC
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
KONIEC
Parametry
X
Srednica obcinania
Z
Pozycja obcinania
I
Srednica dla redukowania posuwu
I podano: od tej pozycji następuje przełączenie na posuw „E”
I nie podane: bez redukowania posuwu
XE
Srednica wewnętrzna (rura)
E
Zredukowany posuw
B
Fazka/zaokrąglenie
B\>0: promień zaokrąglenia
B<0: szerokość fazki
D
Ograniczenie prędkości obrotowej: maksymalna prędkość
obrotowa przy obcinaniu
K
Odstęp powrotu po obcinaniu: narzędzie przed powrotem z
boku od ... odsunąć
SD
Ograniczenie prędkości obrotowej od średnicy I
U
Srednica, od której aktywowany jest chwytacz części (funkcja
zależna od maszyny)