Punkt zmiany narzędzia g14, Definiowanie punktu zmiany narzędzia g140, 9 pozycjonow anie narzędzia – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 249
HEIDENHAIN MANUALplus 620, CNC PILOT 640
249
4.9 Pozycjonow
anie narzędzia
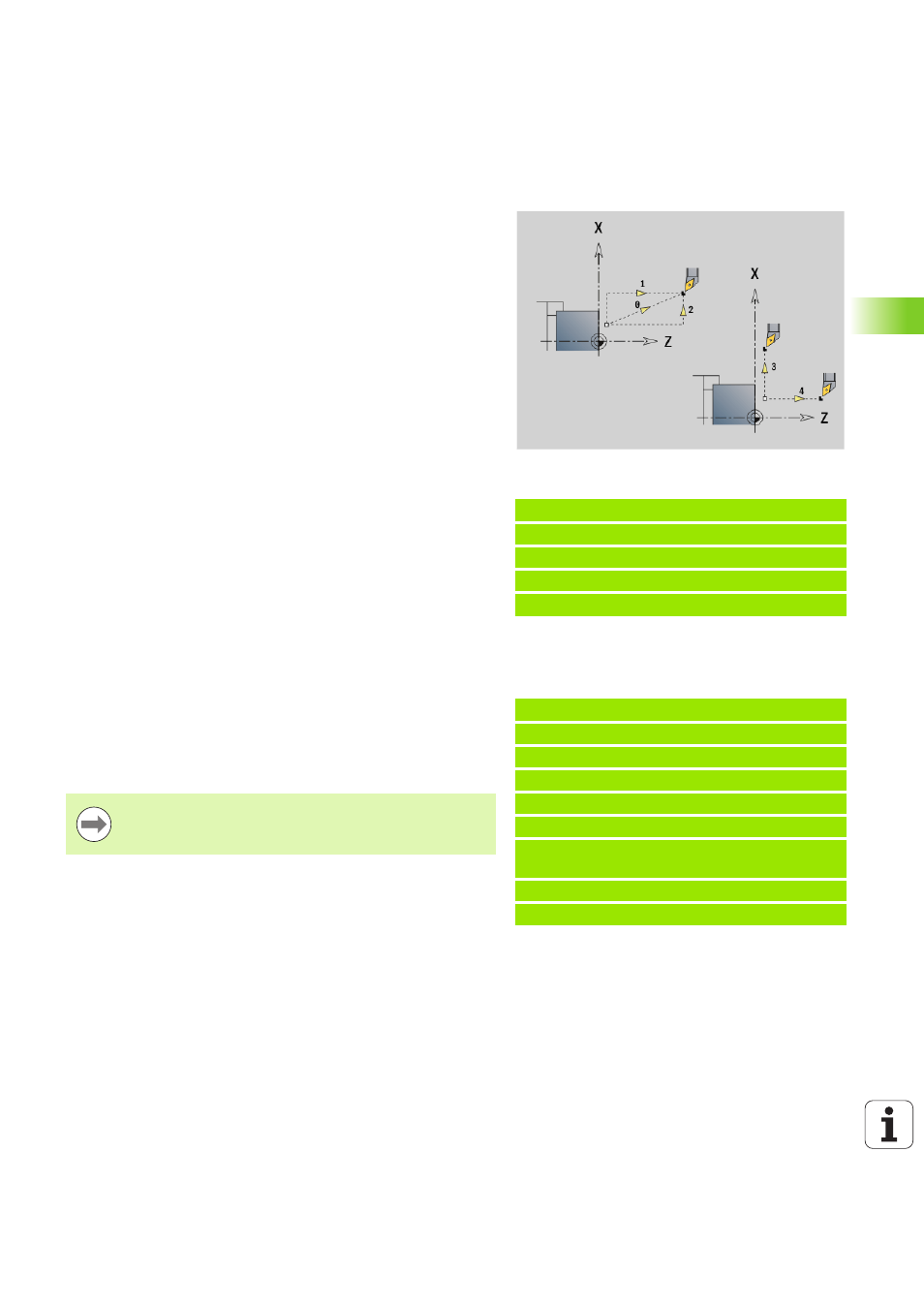
Punkt zmiany narzędzia G14
G14 przemieszcza się na biegu szybkim do punktu zmiany narzędzia.
Współrzędne punktu zmiany określa się w trybie nastawiania.
Definiowanie punktu zmiany narzędzia G140
G140 definiuje pozycję podanego pod D punktu zmiany narzędzia.
Pozycja ta może zostać najechana z G14.
Przykład: G14
. . .
N1 G14 Q0 [najazd punktu zmiany narzędzia]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Parametry
Q
Kolejność, określa przebieg ruchów przemieszczeniowych
(default: 0)
0: diagonalna droga przemieszczenia
1: najpierw w kierunku X, następnie w kierunku Z
2: najpierw w kierunku Z, potem w kierunku X
3: tylko w kierunku X, Z pozostaje niezmieniony
4: tylko w kierunku Z, X pozostaje niezmieniony
D
Numer - najeżdżanego punktu zmiany narzędzia (0-2) (default
=0, punkt zmiany z parametrów)
Przykład: G140
. . .
N1 G14 Q0 [punkt zmiany Narz z parametrów]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [WWP-Nr.1 naznaczyć]
N6 G14 Q0 D1 [WWP-Nr.1 najechać]
N7 G140 D2 X150 [WWP-Nr.2 naznaczyć, Z z
parametrów]
N8 G14 Q0 D2 [WWP-Nr.2 najechać]
. . .
Parametry
D
Numer punktu zmiany narzędzia (1-2)
X
Srednica – pozycja punktu zmiany narzędzia
Z
Długość – pozycja punktu zmiany narzędzia
Brakujące parametry przy X, Z zostają uzupełnione
wartościami z parametrów punktu zmiany narzędzia.