35 funkcje g ze starszych modeli sterowań – HEIDENHAIN SW 54843x-03 DIN Programming Instrukcja Obsługi
Strona 434
434
DIN-programowanie
4.35 Funkcje G ze starszych modeli sterowań
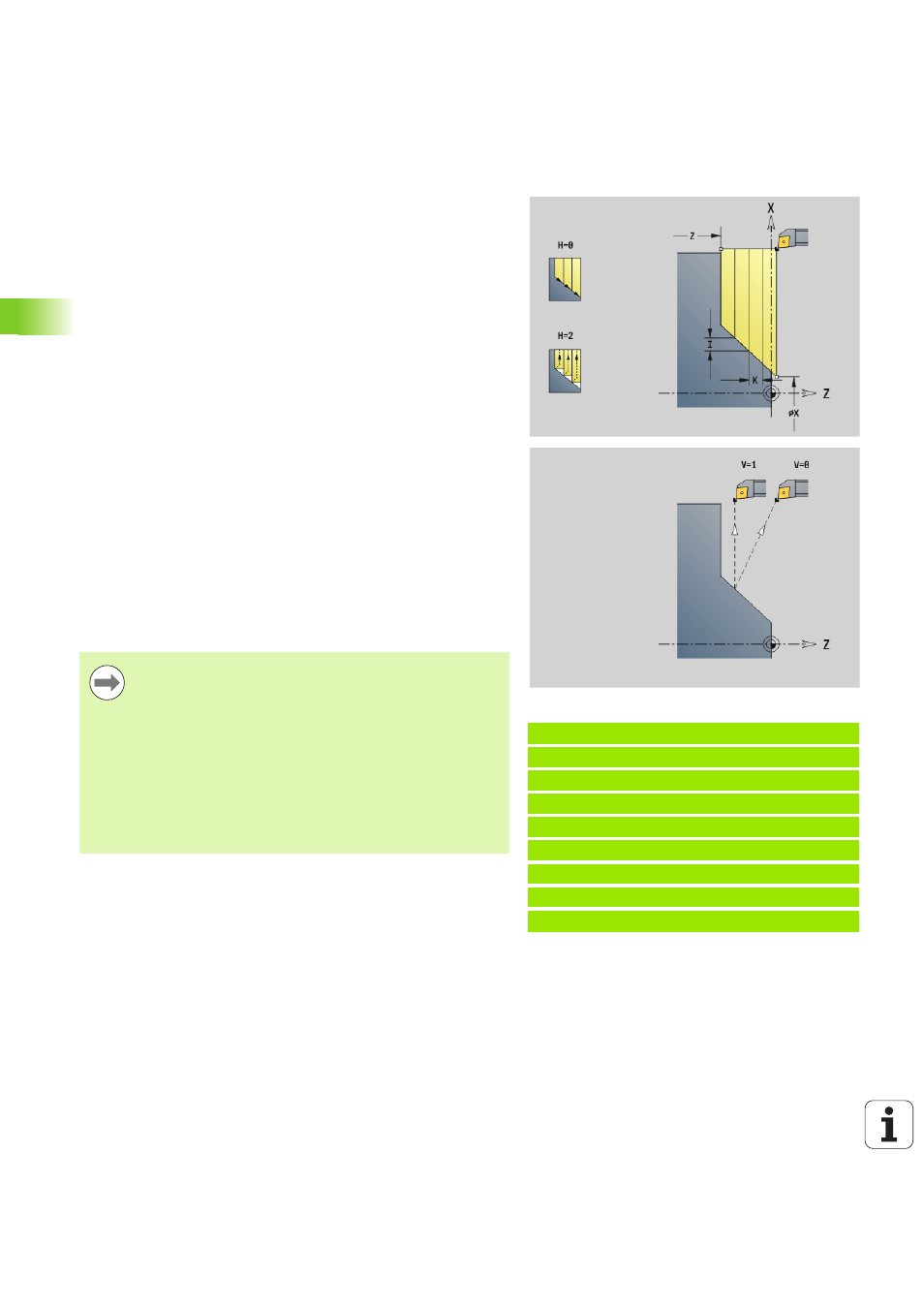
Toczenie planowe proste G82
G82 skrawa zgrubnie opisany poprzez aktualną pozycję narzędzia i
"X, Z" obszar konturu. W przypadku powierzchni ukośnej proszę
zdefiniować kąt przy pomocy I i K.
Sterowanie rozpoznaje obróbkę zewnętrzną/wewnętrzną na
podstawie położenia punktu docelowego. Rozdzielenie skrawania
zostaje tak obliczone, iż unika się „przejść szlifowania” i obliczony
dosuw = "K".
Przykład: G82
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z-15 I4 K4 Q0
N4 G0 X120 Z-15
N5 G82 X50 Z-26 I2 K-4 Q1
N6 G0 X120 Z-26
N7 G82 X80 Z-45 K4 Q1
. . .
Parametry
X
Punkt końcowy konturu (wymiar średnicy)
Z
Punkt początkowy konturu
I
Przesunięcie w kierunku X (default: 0)
K
Maksymalne wcięcie w kierunku Z
Q
G-funkcja wcięcie (default: 0)
0: dosuw z G0 (bieg szybki)
1: dosuw z G1 (posuw)
V
Wyjście z materiału (standard: 0)
0: powrót do punktu startu cyklu w X i ostatniej średnicy
wznoszenia w Z.
1: powrót do punktu startu cyklu
H
Rodzaj odjazdu (standard: 0)
0: skrawa po każdym przejściu wdłuż konturu
2: wznosi się pod 45° - bez wygładzania konturu
Programowanie X, Z: absolutnie, inkrementalnie, lub
samozachowawczo
Korekcja promienia ostrza nie zostaje przeprowadzona.
Odstęp bezpieczeństwa po przejściu: 1 mm
Naddatek G57
zostają obliczone z właściwym znakiem liczby
(dlatego też naddatki przy obróbce wewnątrz nie są
możliwe)
działa także po zakończeniu cyklu
Naddatek G58 nie zostaje wliczony.